
Сверло по металлу: описание,маркировка,виды,фото,марки
Плотность металла настолько велика, что для его обработки необходимо использовать специальные инструменты и механизмы. Для того чтобы сделать отверстие в этом материале применяются дрели и сверлильные станки, в которых основным режущим элементом являются сверла.
Какие свёрла по металлу лучше? Непросто определить, ведь универсальных изделий которые бы подходили для обработки всех типов металлических изделий, не существует. Опытный мастер сможет «на глаз» определить вид металла и быстро подобрать для обработки подходящий режущий инструмент.
Новичку в этом деле необходимо начинать с азов. Вначале изучить классификацию свёрл и сферу их применения, потому что лучшие модели — это изделия, которые идеально подходят для обработки конкретного вида металла.
Какие бывают сверла, как по маркировке и внешнему виду подобрать подходящее для работы изделие, узнайте в статье.
Сверла какой марки лучше?
В запасах домашних мастеров до настоящего времени сохранились инструменты и оснастка с советских времен. Нельзя сказать, что это были плохие сверла, особенно победитовые, но как заточить сверло по металлу без оборудования?
Проще купить новый режущий инструмент от зарубежных и отечественных производителей:
- Bosch – любая продукция исключительного качества.
- Ruko – ищите лучшие крестовые сверла с твердым наплавлением для надежности.
- Haisser – их сверла с титаново-нитридным покрытием выдерживают экстремальные нагрузки (обработка стали, меди, бронзы, металлокерамики пр.).
- «Зубр – хорошо зарекомендовавшая себя отечественная марка, оптимальное соотношение цены и качества, предлагает надежные резцы по металлу, в частности с кобальтом.

Важно: Отверстие в тонком изделии из податливого сплава возьмет любое сверло. Для «спецов», работающих по металлу, не выгодно покупать дешевые буравчики сомнительного качества и тратить время на их заточку.
Как правило, сверла имеют специализацию – по металлу и древесине, но ими можно работать и по другим материалам, включая бетон, керамику и полимеры.
Из чего изготавливают сверла
Для изготовления сверл по металлу применяется быстрорежущая сталь. Это группа высоколегированных сплавов, в состав которых, кроме железа и углерода, входит вольфрам, молибден, кобальт, ванадий и другие элементы.
Быстрорежущая сталь отличается от обычной инструментальной тем, что сверло из нее сохраняет работоспособность при нагреве. Инструментальная сталь при нормальной температуре не уступает по твердости быстрорежущей, но при нагреве свыше 200 о С происходит отпуск и она становится мягкой. Быстрорежущая сталь сохраняет твердость до 500—600 о С, а некоторые марки – до 1000 о С.
Вольфрам – основной компонент, повышающий «красностойкость стали» (способность сохранять твердость при нагреве). Однако из-за ограниченных запасов вольфрама пришлось отказываться от стали с его высоким содержанием и переходить на молибденовые сплавы. При содержании вольфрама в пределах 6% требуемые качества сверл обеспечиваются добавкой молибдена, кобальта и других элементов. Инструменты из стали Р18 уже не производятся, и даже Р9 встречается нечасто.
В зарубежной классификации быстрорежущие сплавы обозначаются аббревиатурой HSS (High Speed Steel). Их существует несколько разновидностей, и некоторые из них аналогичны сплавам, указанным в ГОСТе. Марки быстрорежущих сталей обозначаются буквой «М» с последующей цифрой. Сравним несколько наиболее часто используемых марок.
Сталь с низким содержанием вольфрама и увеличенным – молибдена (1.5 и 8 % соответственно). Не отличается высокой стойкостью, используется для изготовления сверл общего назначения.
Сплав содержит 6% вольфрама и 5% молибдена, что придает сверлам из него высокую твердость. Российский аналог – Р6М5. Сверла из этой стали обладают хорошей износостойкостью и красностойкостью.
Сверла из этой стали применяются для глубокого сверления и работы с высокими усилиями. В ее составе уменьшено содержание вольфрама (1,75 %), но увеличено количество молибдена (8,75 %) и ванадия (2 %). Российский аналог – Р2М9.
Российский аналог этого сплава – Р6М5К5. Эта сталь отличается от М2 (Р6М5) более высокой «красностойкостью» за счет добавки 5 % кобальта. В сплав также добавлены: кремний, магний и никель. Сверла из стали М35 выдерживают сильный нагрев и обеспечивают высокую производительность.
Этот сплав имеет в составе немного вольфрама, но высокое содержание молибдена и кобальта. Сверла из него отличаются высокой красностойкостью и отлично держат заточку. Хорошо работают при высокой скорости резания и по вязким материалам. Российский аналог – сталь Р2М10К8.
Особенности сверл и их маркировка
В зарубежной системе маркировки сверл отражаются некоторые особенности их изготовления и важнейшие компоненты стали.
Нешлифованные сверла изготавливаются винтовой прокаткой. Для них используется относительно мягкая, деформируемая сталь. После прокатки инструмент закаляется. В маркировке буква «R» может отсутствовать.
Вышлифованные сверла изготавливаются шлифовкой CBN (кубическим нитридом бора). Это самый распространенный вид инструментов для широкого круга задач. Сверла имеют высокую износостойкость и минимальное радиальное биение.
HSS-PM
Сверла, изготовленные по технологии порошковой металлургии. Применяются для обработки твердых металлов.
HSS-E (HSS-Co)
Кобальтовые сверла из сплавов с высоким содержанием кобальта. К маркировке может добавляться цифра, обозначающая округленное до целых содержание кобальта в процентах. Например, HSS-Co5 или HSS-Co8, что соответствует сплавам М35 или М42.
HSS-TiN или HSS-TiAN
Титановые сверла покрыты нитридом титана. Буква «A» во втором варианте означает легирование алюминием. Покрытие нитридом титана придает инструменту золотистый цвет и в несколько раз повышает его износостойкость.
HSS-E-VAP
Парооксидированные сверла. Сверла этой группы покрыты пленкой окислов, которая создается парооксидированием – обработкой перегретым паром в специальной среде. Покрытие имеет черный цвет, снижает налипание стружки на режущие кромки, повышает смачиваемость поверхности охлаждающей жидкостью. Сверла HSS-E-VAP эффективны для сверления нержавеющей стали и других вязких сплавов.
Твердость сверл из быстрорежущих сталей по ГОСТ 2034-80 должна быть в пределах 63—66 HRC.
Режущая часть
Резание при сверлении осуществляется двумя кромками, которые образованы пересечением передних поверхностей винтовых канавок и конической головки сверла. Строго говоря, режущая часть не совсем коническая: задняя поверхность лезвия понижается, под небольшим углом отходя от теоретического конуса.
Главный параметр заточки – угол при вершине. Для большинства применений он составляет около 118 о . Для чугуна или твердой бронзы его можно уменьшить до 116 о . Для латуни, мягкой бронзы, алюминия применяют углы 120 о , 130 о , 140 о .
Для сверления мягкого листового металла применяют специальную заточку с криволинейными режущими кромками, выступающим заостренным центром и чуть выступающими краевыми резцами. В начале сверления сверло сразу четко центрируется, затем очерчивается контур, и после этого начинается выемка металла по всей площади отверстия. В результате исключается биение на входе и закусывание краев на выходе.
Для сверления стального и чугунного литься применяются сверла с двойной заточкой. Кроме угла при вершине 116 – 118 о , кромки стачиваются на периферии, на ширину 0,2 диаметра, под углом 70 – 75 о . Существуют и другие формы заточки для конкретных применений.
Точность сверления
Факторы, влияющие на точность сверления, делятся на две группы: зависящие от оборудования и зависящие от инструмента. Сверла делятся на три класса точности: А1, В1 и В. Класс точности определяется предельно допустимыми величинами:
- несимметричностью сердцевины и поводка сверла;
- радиальным биением;
- допуском прямолинейности режущих кромок.
Класс точности должен соответствовать требуемому квалитету точности отверстий и возможностям оборудования. Сверла класса А1 применяются для отверстий от 10 до 13 квалитетов точности. Сверла классов В1 и В – до 14 и до 15-го квалитета точности соответственно.
Виды хвостовиков
Хвостовая часть сверла, предназначенная для крепления в станке или ручном инструменте, может иметь разные формы.
- Цилиндрический хвостовик. Это самая распространенная форма хвостовика, пригодная для фиксации в патроне дрели, сверлильного или токарного станка.
- Конический (конус Морзе). Сверла с коническим хвостовиком применяются на промышленном оборудовании. Для них требуется соответствующий конус на шпинделе. Отличаются надежной фиксацией, точной центровкой и быстротой замены инструмента.
- Шестиугольный. Такой хвостовик пригоден для установки в трехкулачковый патрон и отличается уверенной передачей высокого крутящего момента. Исключает проскальзывание сверла в патроне. Кроме того, шестиугольная форма удобна для установки сверла в адаптер шуруповерта. При этом сверло не нужно зажимать, но не обеспечивается его точное положение при работе.
Какого размера бывают свёрла
Размеры свёрл существуют разные, но ГОСТ нашей страны устанавливает следующие параметры:
- Короткие (ГОСТ 4010-77) – диаметром 0,3-0,20 мм, длиной – 20-131 мм;
- Удлинённые (ГОСТ 10902-77) – диаметром 0,3-0,20 мм, длиной – 19-205 мм;
- Длинные (ГОСТ 886-77) – диаметром 1-20 мм, длиной – 56-254 мм.
Они позволяют делать отверстия разной глубины.
Что такое хвостовик и какие они бывают
Хвостовиком называется часть сверла, зажимаемая патроном сверла или перфоратора. Вначале они были одного типа – четырёхгранные, помещались в отверстие патрона дрели и закреплялись винтом. Позже появились усовершенствованные виды хвостовиков, используемые для различного вида инструментов.
- Цилиндрические – встречаются чаще всего. Как правило, такие изделия обладают одинаковым размером основания и диаметра сверла. Иногда встречаются модели, в которых хвостовик толще или тоньше сверла. Недостаток – проскальзывание хвостовика, из-за чего не получается передать сверлу большой крутящий момент. Достоинство – если сверло заклинит в рабочей поверхности, дрель будет защищена от поломок;
- Шестигранные (они же гексагональные и hex) хвостовики – подходят для различных видов дрелей. Недостаток –незначительная точность при применении держателя ¼ дюйма;

Такая форма хвостовиков подходит практически к любой модели дрелей

Хвостовики разработанные специально для перфораторов

Такие хвостовики обеспечивают наибольший крутящий момент
Лучшие производители
При покупке свёрл важно обращать внимание на производителя. В этом случае цена оправдывает качество, и чем известнее бренд, тем лучше заточка сверла, сплав металла, износостойкость и устойчивость к чрезмерному нагреву. Если покупаете сверло не одноразового использования – не экономьте на инструменте. Для разовых работ подойдут дешёвые варианты.
Для удобства мы объединили характеристики основных производителей в таблицу:
| Торговая марка | Характеристики | Примерная стоимость (зависит от вида, длины сверла и кол-ва штук в упаковке) |
| СССР | Надёжный бренд с высоким качеством металла. | от 15 и до 10 000 р. |
| Ruko | Хорошее качество и разумная цена. Наиболее популярна линейка TL 3000 – свёрла, обладающие крестовой заточкой и титановым напылением. | от 30 до 1 000 р. |
| Bosch | Свёрла этой компании считаются лучшими. | от 70 до 7 000 р. |
| Haisser | Мощные свёрла, используемые в промышленности и быту, характеризуются титановым сплавом, углом заточки 135 градусов, сетчатой шлифовкой. | от 150 до 5 000 р. |
| Зубр | Свёрла российского производства. Достоинства – приемлемая цена и качество. Профессионалы рекомендуют серию «Кобальт», обладающую хорошей точностью и соответствием ГОСТу 10902-77. | от 35 до 700 р. |
В магазинах вы найдёте свёрла разных размеров и формата, различные по твёрдости и цветам, разделённые по углу заточки, с различными хвостовиками и с многообразием производителей. Для того чтобы не ошибиться с выбором сверла, определитесь с тем, для чего оно нужно вам сейчас и понадобится ли оно в будущем. Если вы будете руководствоваться этими принципами, покупка сверла не превратится в проблему.
Классификация сверл по типу конструкции
При работе с металлическими деталями, можно выделить 2 основные группы сверлильных приспособлений:
- Плоские (или перовые) буравы — такой инструмент имеет сменные пластины к перовому сверлу, нетребователен к точности угла приложения силы во время выполнения сверлильных работ, конструктивно прост и имеет низкую стоимость, но при этом легко теряет диаметр рабочей поверхности при заточке и конструктивно не имеет желобка для вывода стружки.
- Спиральные сверла – цилиндрические буравы, которые имеют на поверхности своего тела одну или две канавки для отвода стружки.
При работе с металлом важно подобрать соответствующее материалу сверлильное приспособление. Для того, чтобы работа была выполнена качественно, мастеру необходимо уметь отличать сверла по металлу от похожих на них сверл по дереву. Конфигурация буравов для обоих материалов имеет схожие элементы, в обоих случаях инструменты могут иметь диаметр до 80 мм и длину до 600 мм, технология проведения сверлильных работ идентична и, более того, буравчики имеют одинаковую маркировку. Но при всей схожести, инструменты по дереву не всегда подойдут для сверления по металлу, и наоборот.
Первым отличительным признаком является твердость буравчика: для сверления отверстий в металле выбирается инструмент с более высокой твердостью. Нужно понимать, что твердость буравов по металлу не является постоянным параметром и, в свою очередь, также зависит от прочностных характеристик того материала, по которому будут проводиться сверлильные работы.
Второе отличие – это тип заточки режущих элементов. У приспособления для сверловки по дереву на наконечнике имеется острый носик в виде штыря или уголка, который предупреждает соскальзывание буравчика относительно его заданного положения. Подобная фиксация при работе с металлом не требуется. Угол между режущими кромками также отличается и напрямую зависит от того материала, для которого предназначен бурав.
При проведении сверлильных работ по деревянным деталям и решением мастера использовать инструмент, рассчитанный на выполнение работ по металлу, нужно понимать, что отличительные характеристики, перечисленные выше, могут сыграть ключевую роль в получении качественного отверстия с ровными краями и без подпалин.
Немаловажную роль при получении качественного отверстия играет тот фактор, правильно ли была выдержана технология изготовления бурава. Если в процессе производства сверлильного инструменнта по металлу было что-то нарушено, то ни правильная форма буравчика, ни его соответствующий цвет не смогут обеспечить качественный результат работ и срок службы сверлильного изделия значительно сократится.
Типы сверл в зависимости от материала
Для определения лучших буравчиков для металла, необходимо выяснить, из какого материала был изготовлен выбираемый буравчик и познакомиться с тем, какие бывают разновидности сверл в зависимости от этого.
Для сверловки высокопрочных сплавов подойдут твердосплавные изделия, имеющие на своей режущей кромке поверхность повышенной твердости. Обычно тело подобных буравчиков изготовлено из простой инструментальной стали, за счет чего обеспечивается невысокая цена готового сверлильного изделия. Пластины, изготовленные из карбидного сплава, подвергаются самозаточке в процессе их использования, вследствие чего такие буравчики справляются с особо прочными материалами, в т.ч. имеющих большую толщину.
Кобальтовые сверла отлично реагируют на высокие механические нагрузки и не подвержены изменением своих свойств под действием высокой температуры. В своей основе такие буравы имеют быстрорежущую сталь, легированную кобальтом, в результате чего они отлично справляются со сверловкой отверстий в высокопрочных материалах и металлических изделиях с высокой вязкостью. Ценовая характеристика также выступает в пользу этой категории буравчиков по металлу.
Титановые сверла имеют наилучшие показатели своих сверлильных характеристик. При соблюдении правил эксплуатации таких буравов, титановые изделия будут радовать своего хозяина отличными результатами работ в течении очень долгого времени.
Определение типа сверла по цвету его поверхности
Цвет инструмента для сверловки – это важный признак, который позволяет сделать соответствующие выводы о его добротности и долговечности. Различные типы окрасов буравчиков имею разные прочностные характеристики, выбор которых должен быть основан на частоте использования инструмента, его точности и требований к качеству готового отверстия.
Сверла серого цвета недолговечны и наименее надежные ввиду полного отсутствия какого-либо защитного покрытия, что делает их подверженными к изменению механических свойств в худшую сторону под влиянием высокой температуры или силовых нагрузок. Такие буравы имеют невысокую стоимость, но и их применение будет одноразовым.
Черные сверла по металлу, по сравнению с серыми, имеют более хорошее качество. Технология изготовления черных буравчиков подразумевает обработку высокотемпературным паром, за счет чего повышается их прочность и стойкость к износу. Сверлильные изделия с черной поверхностью также имеют невысокую стоимость, что обращает на себя внимание многих мастеров.
Сверла со светлым желтым покрытием имеют очень хороший запас прочности. Внутренние напряжения в таких изделиях устранены термическим отпуском еще на этапе их изготовления, за счет чего создается высокая прочность инструмента. Для их изготовления прибегают к использованию быстрорежущей инструментальной стали высокого качества. Несмотря на все свои достоинства, бледно-золотые буравы уступают по своим характеристикам более ярким экземплярам.
Ярко-желтые сверла изготовлены из высокопрочной стали, имеющей нитридо-титановое покрытие. Изделия с подобным окрасом при оформлении отверстий испытывают минимальную силу трения, что оказывает положительное влияние на их срок службы. Стоимость таких буравчиков достаточно велика, но при этом полностью окупается за счет своего продолжительного срока службы.
Сверла по металлу
Виды сверл по металлу и их назначение, характеристики спиральных сверл
Прочитав эту статью, вы узнаете:
- какие существуют виды сверл по металлу;
- где найти их маркировку;
- какие важные характеристики есть у этих инструментов;
- на что они влияют;
- на какое оборудование устанавливают сверла по металлу.

Фотография №1: сверла по металлу
Расшифровка маркировки сверл
При выборе подходящего сверлильного приспособления, мастеру поможет сориентироваться соответствующая маркировка сверл по металлу. Маркировка сверл содержит информацию о его рабочем диаметре, о марке стали и информацию о производителе.

Сверла по металлу с нанесенной маркировкой
Так, на сверлильных изделиях с диаметром до 2 мм, маркировку не наносят ввиду миниатюрности подобных изделий.
Для сверл, с диаметром от 2-х до 3-х мм, на теле буравчика будет расположена информация о марке стали и о рабочем диаметре.
Буравы с диаметром более 3-х мм проинформируют мастера о данных своего диаметра, буквенное обозначение марки стали, из которой изготовлен буравчик, и логотип предприятия-изготовителя.
Буквенно-цифровое обозначение марки стали содержит в себе следующую информацию:
- категорию сплава;
- присутствие дополнительных примесей;
- химический состав.
Особенности маркировки сверл по металлу отечественного производства при помощи буквенного обозначения сообщают следующее:
- буква «Р» — инструмент выполнен из быстрорежущей стали. Цифра, стоящая после нее, указывает на процентное содержание вольфрама в стали;
- буква «М» — сплав легирован молибденом, процентное содержание которого также указано соответствующей цифрой, стоящей после буквы «М»;
- буква «К» — сплав содержит кобальт в количестве, указанном последующей после буквы цифрой.
Для примера стоит ознакомиться со следующими обозначениями, применяющимися для маркировки сверлильных изделий отечественного производства:
- Р6М5К5 — буравчик из быстрорежущей стали, содержащей 6 % вольфрама, 5 % молибдена и 5 % кобальта;
- Сверло СЦП Р6М5 –спиральный бурав с цилиндрическим хвостовиком, сплав которого содержит 6 % вольфрама и 5 % молибдена.
Зарубежные изделия имеют отличительную маркировку HSS, которая также содержит в себе информацию о легирующем элементе при помощи дополнительных символов.

- HSS-Е – сплав сверла легирован кобальтом, что положительно скажется при оформлении отверстий в металлах с высокой вязкостью;
- HSS-R – твердосплавный буравчик, который имеет повышенную прочность и применяется для сверления литых изделий, деталей из латуни, чугуна, бронзы, мельхиора и сплавов, с прочностью до 900 Н/мм2;
- HSS-TiN (-TiАN) – тело сверла подвергнуто титановому напылению, благодаря которому увеличена твердость рабочей поверхности и уменьшено изменение механических свойств под воздействие высоких температур, вплоть до +600 ºС, что позволяет работать с материалами, имеющими прочность до 1100 Н/мм2;
- HSS-Е VAP – буравчик применим для нержавеющей стали;
- HSS-4241 – сверлильное приспособление для работы с алюминиевым сплавом.

Стандарты для разных типов HSS
Маркировка сверл по металлу (российская и зарубежная)
По российскому ГОСТу маркировке подлежат все сверла по металлу диаметром от двух миллиметров. Обозначения содержат информацию о диаметре инструмента и марке стали. На некоторых моделях встречаются клейма производителей. Чтобы узнать маркировку сверла, смотрите на хвостовик инструмента.
Российская маркировка выглядит так.

Изображение №4: правила расшифровки российских маркировок
Зарубежные сверла по металлу, изготовленные из быстрорежущей стали, имеют маркировку HSS. В зависимости от модификаций и особенностей изготовления к ней добавляют различные дополнительные обозначения.
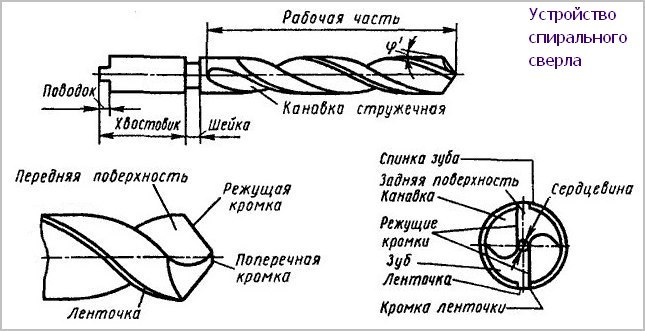
Части и элементы спирального сверла.

Рис.21. Части и элементы спирального сверла.
1 — рабочая часть; 2 — режущая часть; 3 — направляющая часть; 4 — шейка;
5 — хвостовик; 6 — лапка
Режущая часть — часть сверла, заточенная на конус. Рабочая часть — часть сверла, снабженная двумя спиральными канавками. Направляющая часть — часть сверла, которая обеспечивает направление сверла в процессе резания. Хвостовик — часть сверла, служащая для закрепления сверла.
Рис.22. Основные элементы рабочей части сверла
1 — передняя поверхность; 2 — задняя поверхность; 3 — режущая кромка;
4 — ленточка; 5 — поперечная кромка
Передняя поверхность — винтовая поверхность канавки, по которой сходит стружка. Задняя поверхность — поверхность, обращенная к поверхности резания.Режущая кромка — линия, образованная пересечением передней и задней поверхностей; режущих кромок у сверла две. Ленточка — узкая полоска на цилиндрической поверхности сверла, расположенная вдоль винтовой канавки; обеспечивает сверлу направление при резании. Поперечная кромка — линия, образованная в результате пересечения обеих задних поверхностей.
Геометрия спирального сверла.
Геометрические параметры спирального сверла показаны на рис. 23.
Рис.23. Геометрия спирального сверла.
Угол 2φ (удвоенный угол в плане) между режущими кромками колеблется в широких пределах в зависимости от обрабатываемого материала. Угол наклона винтовой канавки ω определяет величину переднего угла и колеблется от 100 до 45° в зависимости от обрабатываемого материала.
Угол ψ — угол наклона поперечной режущей кромки измеряется между проекциями поперечной и главной режущей кромок на плоскость, перпендикулярную оси сверла.
Для определения геометрических параметров режущих кромок их рассматривают
1) в плоскости NN, перпендикулярной к режущей кромке;
2) в плоскости ОО, параллельной оси сверла. Передний угол γ рассматривается в плоскости NN.
Угол наклона винтовой канавки ω и задний угол α рассматриваются в
Элементы резания при сверлении.
Скоростью резания при сверлении называется окружная скорость вращения наиболее удаленной от оси сверла точки режущей кромки.
Подачей при сверлении называется перемещение сверла вдоль оси за один его оборот. Величина подачи измеряется в миллиметрах на один оборот
сверла и обозначается S мм/об . Т.к. сверло имеет две главные режущие кромки,
то подача, приходящаяся на каждую из них Sz= S/2.
Как и при точении, подачу можно измерять и в мм. за 1мин. (минутная подача)
Рис.24. Элементы резания при сверлении.
a— толщина среза в мм., измеряемая в направлении, перпендикулярном к режущей кромке;
b — ширина среза в мм., измеряемая вдоль режущей кромки;
t — глубина резания — расстояние от обрабатываемой поверхности отверстия до оси сверла t = D/2.
Фрезерование.
Фрезерование — один из высокопроизводительных и распространённых способов обработки металлов резанием.
Фреза представляет собой инструмент, имеющий несколько зубьев, причём каждый из них можно рассматривать как резец.
Рис.25 Режущая часть фрезы.
При фрезерование главное (вращательное) движение осуществляет фреза, а движение подачи — заготовка. Фрезерованием производится обработка плоскостей, пазов, фасонных поверхностей, разрезка металлов.
Геометрия фрез.

Фреза состоит из корпуса (тела) и режущих зубьев. Она представляет собой многозубный режущий инструмент в виде тела вращения, на образующейповерхности или на торце которого расположены режущие кромки. Различают углы главной режущей кромки зуба в плоскости, нормальной к режущей комке, и углы в плоскости, нормальной к оси фрезы.
В плоскости А-А, нормальной к режущей кромке, находятся главный передний угол у и нормальный задний угол αn . В плоскости Б-Б, нормальной к оси фрезы, находятся главный задний угол α и поперечный или радиальный передний угол γ’.
Основное назначение переднего угла γ — уменьшение работы пластической деформации и работы трения по передней поверхности в процессе резания и обеспечение наивыгоднейшей стойкости режущего инструмента.
Главный задний угол α измеряется в плоскости Б-Б, перпендикулярной к оси фрезы.
Назначение заднего угла:
1. в создании условий беспрепятственного перемещения задней поверхности зуба относительно поверхности резания;
2. в уменьшении работы трения по задней поверхности зуба.
Виды заточки сверл по металлу
В завершении статьи расскажем о видах заточки сверл по металлу, которую применяют для восстановления затупившихся инструментов и изменения их геометрии.

Изображение №6: виды заточки спиральных сверл
- Нормальная (одинарная) заточка (Н). Считается универсальной. При нормальной заточке на поверхности сверла формируются две режущих кромки и одна поперечная. Угол между режущими кромками — 118–120°. Этот вид заточки можно использовать по отношению к сверлам с диаметрами до 12 мм. Остальные технологии подходят для инструментов с диаметрами до 80 мм.
- Одинарная заточка с подточкой режущей кромки (НП). Уменьшает ее длину. За счет этого снижается нагрузка на рабочую часть при выполнении сверлильных работ.
- Одинарная заточка с подточкой поперечной кромки и ленточки (НПЛ). Дополнительно уменьшает ее ширину в области режущей части. Сила трения значительно снижается. Кроме этого, образуется дополнительный задний угол. Это приводит к облегчению резания.
- Двойная заточка с подточкой поперечной кромки (ДП). При двойной заточке формируются 4 режущие кромки и одна поперечная. Они имеют вид ломаных линий. Стойкость сверл с двойной заточкой увеличивается в 5–7 раз при обработке заготовок из чугуна и в 2,5–3 раза при сверлении сталей.
- Двойная заточка с подточкой поперечной кромки и ленточки (ДПЛ). При такой заточке сверление облегчается дополнительно.
Что такое сверло
Главная / Справочники / Что такое сверло
В зависимости от конструкции и назначения различают спиральные, перовые, для глубокого сверления, центровочные, с пластинками из твердых сплавов и другие сверла (рис.1).

Наиболее распространены спиральные сверла. Они имеют две главные режущие кромки, образованные пересечением передних винтовых поверхностей канавок сверла, по которым сходит стружка, с задними поверхностями, обращенными к поверхности резания; поперечную режущую кромку (перемычку), образованную пересечением обеих задних поверхностей, и две вспомогательные режущие кромки, образованные пересечением передних поверхностей с поверхностью ленточки.
Ленточка сверла
представляет собой узкую полоску на его цилиндрической поверхности, расположенную вдоль винтовой канавки и предназначенную для направления сверла при резании.
Угол наклона винтовой канавки
– угол между осью сверла и касательной к винтовой линии по наружному диаметру сверла (20-30°).
Угол наклона поперечной режущей кромки
(перемычки) – острый угол между проекциями поперечной и главной режущих кромок на плоскость, перпендикулярную оси сверла (50-55°).
Угол режущей части
(угол при вершине) – угол между главными режущими кромками при вершине сверла (118°).
Передний угол
– угол между касательной к передней поверхности в рассматриваемой точке режущей кромки и нормально в той же точке к поверхности вращения режущей кромки вокруг оси сверла. По длине режущей кромки передний угол изменяется: наибольший у наружной поверхности сверла, где он практически равен углу наклона винтовой канавки, наименьшей у поперечной режущей кромки.
Задний угол
– угол между касательной к задней поверхности в рассматриваемой точке режущей кромки и касательной в той же точке окружности ее вращения вокруг оси сверла. Задний угол сверла величина переменная: 8-14°на периферии сверла и 20-26° — ближе к центру.
Спиральные сверла изготавливают из быстрорежущей стали Р9, Р18 и стали 9ХС.
Хвостовик спирального сверла может быть цилиндрическим и коническим. Цилиндрический хвостовик (у сверл диаметром до 10 мм) служит для крепления сверла в трехкулачковом патроне или другом приспособлении, предназначенном для соединения сверл со шпинделем сверлильного станка. Конический хвостовик закрепляет непосредственно в шпинделе станка или в переходной втулке, если конус сверла не совпадает с конусом шпинделя.
У сверл диаметром 6-15,5 мм хвостовик изготавливается с конусом Морзе №1, у сверл с диаметрами 16-23,5 мм — №2, у сверл диаметрами 23,9-38,9 мм — №3, у сверл диаметрами 39-49,5 мм — №4 и т.д.
Лапка на конце хвостовика препятствует провертыванию сверла в шпинделе. Она служит также для выбивания сверла из шпинделя по окончании работы. Для этого в боковое отверстие шпинделя вставляют клин и ударяют по нему молотком. Клин давит на лапку, и сверло освобождается.
| оглавление | вперёд>
Виды сверл и их маркировка – подбираем сверло под любые цели!
Современные дрели и сверла позволяют проделать отверстия нужного диаметра практически в любом металле или менее прочном материале. Виды сверл на полках магазина пестрят не только разной маркировкой, но и разным качеством. Давайте разберемся, как не прогадать с покупкой сверла.
1 Виды сверл и их назначение – покоряем металл!
Классификация сверл достаточно сложна и учитывает много факторов: предназначение, исполнение, форма. Если разделить их на две первоначальные группы, мы получим сверлильный инструмент по металлу и сверла по дереву или другим мягким материалам. Виды сверл по металлу отличаются наличием двух продольных канавок, которые отводят стружку в сторону, а также особым углом заточки. Впрочем, корончатые и конусные сверла по металлу выпадают из этого ряда.

Корончатые изделия используются для высверливания больших отверстий и работе с многослойными материалами, при этом они не особо зависят от мощности инструмента – строение инструмента позволяет работать даже с обычными дрелями, поскольку силы резания относительно небольшие. При выборе корончатых изделий следует обратить внимание на хвостовик – он должен быть мощным и прочным, чтобы исключить проскальзывание в патроне. Вибрации, перегрев – эти два фактора влияют на износ инструмента, избавившись от них, вы значительно продлите ему жизнь.

Конусные сверла свое название подтверждают формой – она позволяет сверлить отверстия произвольных диаметров, в зависимости от нужд мастера. Оператору необходимо лишь наметить диаметр окружности и точно определить центр сверления. Конусные изделия с ровными стенками требуют постоянного контроля над процессом сверления, тогда как ступенчатые облегчают труд там, где нужно высверливать отверстия определенного диаметра, которому соответствует та или иная ступень.
2 Сверла по дереву – набор для всех нужд
Обычные спиральные сверла с одной канавкой для отвода стружки предназначены для работ по дереву. Изделия представлены в очень внушительном диапазоне диаметров – от 3 мм до 50 с лишним! Если же и этот диаметр оказался недостаточным, вам на выручку придут кольцевые изделия, также их еще называют коронками – не путать с корончатыми сверлами по металлу! Кольцевые выглядят, как кольца с зубьями, с центровочным сверлом.

Недостаток таких изделий в том, что особо глубоких отверстий такими не проделать – обычные инструменты способны осилить глубину до 20 мм, профессиональные – почти 70 мм. Эти же сверла используют и при работах с другими мягкими материалами, например, пластиком. Чем тоньше инструмент, тем они должны быть короче – законы физики не отменить, тонкое и длинное сверло сломается даже при небольшом нажатии. Более толстые изделия могут достигать в длину больше полуметра – это как раз на тот случай, когда нужно проделать очень глубокое отверстие.
Учтите, что сверла для глубокого сверления будут весить немалые 2 и даже 3 килограмма. Обычной бытовой дрели даже кратковременные работы покажутся серьезным испытанием, впрочем, не факт, что такая дрель сможет провернуть инструмент даже на холостом ходу. Перьевые сверла по дереву представляют собой компромиссный вариант между длиной и весом. Сверление происходит за счет утолщения стержня в форме пера. Длина стержня при этом особо не ограничивается. За это достоинство приходится терпеть недостаток – отсутствие отвода стружки.

Для образования глухих отверстий (просверленных не до конца) идеально подходят сверла Форстнера. Они позволяют сделать отверстие с идеально ровным донышком. Диаметр полученных отверстий может достигать 50 мм, а длина изделий обычно колеблется в рамках 10-15 см, хотя существуют и специальные удлинители.
Для всех сверлильных изделий существуют одинаковые законы правильного использования – чем больше диаметр, тем меньшее количество оборотов следует выставить на дрели, чем тверже материал, тем меньше оборотов, чем длиннее сверло, тем меньше на него следует нажимать.
3 Маркировка сверл : расшифровываем обозначения
На маркировку сверл по металлу и дереву влияет, прежде всего, их диаметр. Тонкие изделия выпускаются без какой-либо маркировки вообще – диаметр и марка стали обозначается на инструментах от 3 мм и выше. Чем толще сверло, тем больше на нем должно быть указано информации: класс точности, производитель…
Буквы и цифры, которые нанесены на изделие, расшифровать несложно. Традиционно маркировка изделий, произведенных отечественными заводами, начинается с буквы Р – так обозначают быстрорежущую сталь. Цифра, которая идет следом, указывает на процентное содержание вольфрама. Последующие обозначения указывают массовые доли других элементов. Кобальт обозначается буквой К, молибден – буквой М. Чем больше таких элементов в составе, тем лучше изделие выдерживает температурные и механические нагрузки.

Традиционно процентное значение углерода и хрома не маркируют, поскольку в первом случае содержание элемента всегда пропорционально содержанию ванадия, а во втором случае процент всегда один и тот же – 4 %. Если ванадия в составе стали больше 3 %, то на сверле появится буквы Ф и цифра с указанием количества.
Для импортных изделий применяется совсем иная маркировка – DIN и HSS. Сверла DIN представляют собой многоцелевые инструменты, которые подходят как для обычных работ, так и для глубокого сверления. Лучше всего они работают с металлами, которые образовывают среднюю и длинную стружку. Изделия могут иметь разное покрытие, которое легко распознать по цветам.
HSS-сверла различают по буквам, которые идут после аббревиатуры. Так, буква G свидетельствует о том, что перед вами инструмент, который легко справится с углеродистыми и легированными сталями, чугуном, алюминиевым и медным сплавами. E – это сверла, которые, помимо легированной и углеродистой стали, просверлят кислостойкий и нержавеющий металл.

Для титанового сплава, который известен своей прочностью, подойдет HSS-G TiN и HSS-G TiAlN. Само собой, все вышеперечисленные металлы также им по зубам. Выбирайте инструменты от проверенных производителей – хорошие сверла изготавливают в Германии, Франции, странах Прибалтики, да и среди отечественных производителей найдется немало достойных. Изделия из Китая традиционно проигрывают по качеству, хотя и более доступны.
4 О чем расскажет цвет металла – выбираем набор!
Цвет изделия может очень многое рассказать о его возможностях, неважно, какое именно сверло перед нами – по дереву или по более твердым материям. Например, серый цвет присущ самым простым сверлам без какой-либо обработки – такой цвет имеет сама сталь. Черный цвет поверхности изделия указывает на то, что сверло при финишной обработке подвергалось влиянию перегретым паром. Такие инструменты имеют более долгий срок эксплуатации.

Желтый оттенок свидетельствует о процедуре отпуска металла. Такая процедура снимает внутреннее напряжение закаленого металла, который приобретает излишнюю хрупкость. Таким образом, производители пытаются достичь золотой середины – каленые изделия обладают высокой крепостью, но в то же время достаточно хрупки. А вот если уменьшить внутреннее напряжение путем медленного и длительного прогревания металла, инструмент станет несколько мягче, однако сохранит высокую степень крепости.

Яркий золотистый цвет обозначает лучшие изделия, которые справятся с самыми сложными работами. Золотым сверло делает слой нитрида титана, который существенно уменьшает трение и увеличивает прочность. Конечно, стоят такие инструменты недешево.
Виды сверл по металлу и их назначение, характеристики спиральных сверл
Виды сверл по металлу и их назначение, характеристики спиральных сверл
Прочитав эту статью, вы узнаете:
какие существуют виды сверл по металлу;
где найти их маркировку;
какие важные характеристики есть у этих инструментов;
на что они влияют;
на какое оборудование устанавливают сверла по металлу.

Фотография №1: сверла по металлу
Виды сверл по металлу и их назначение
Опишем чаще всего встречающиеся виды сверл по металлу и расскажем об их назначении.
Спиральные цилиндрические сверла
Встречаются чаще всего и знакомы каждому. По конструкции такие сверла представляют собой цилиндрические стержни, на рабочих частях которых имеются:
спиральные канавки (одна или две), предназначенные для отвода стружки;
и режущие кромки.

Изображение №1: конструкция спирального сверла по металлу
Выделяют пять категорий спиральных сверл по металлу.
Общего назначения. Эти самые распространенные сверла по металлу находят применение в быту и на производстве. Диметр может достигать 80 мм.
Левые сверла по металлу. У них спиральные канавки закручиваются в противоположные стороны. Предназначение таких инструментов — высверливание болтов со сломанными головками и иных разновидностей крепежа, которые невозможно извлечь иными способами.
Повышенной точности. Сверла по металлу этого типа используют в быту и на производстве, если нужно получить отверстия с высокоточными диаметрами. Такие инструменты имеют класс А. Погрешность работы — доли миллиметра.
Твердосплавные. Такие сверла могут быть цельнолитыми или иметь специальные пластины или напайки. Предназначены для обработки заготовок из материалов с высокой твердостью. Существуют также специальные модели, которые используют при изготовлении печатных плат.
Глубокого сверления. Эти удлиненные спиральные сверла имеют 2 винтовых канала.
Корончатые сверла по металлу
Рабочие части таких сверл представляют собой полые цилиндрические стаканы с канавками для отвода стружки. На торцах имеются режущие зубья.

Фотография №2: корончатые сверла по металлу
Корончатые сверла по металлу используют для проделывания отверстий больших диаметров (до 150 мм). Инструменты применяют при обработке заготовок на фрезерных, токарных и сверлильных станках.
Принцип работы таких сверл основан на технологии корончатого фрезерования. Отверстия вырезаются по контурам. Эта технология отличается высокой производительностью, возможностью использования оборудования небольшой мощности и высокой точностью.
Конические сверла по металлу
Рабочие части таких сверл имеют форму конусов. Инструменты применяют при сверлении заготовок небольшой толщины (2–6 мм) из стали и цветных металлов. Существуют две основные разновидности конических сверл.
- Стандартные. Требуют от мастера внимательности при высверливании отверстий определенных диаметров.

Фотография №3: стандартное коническое сверло по металлу

Фотография №4: ступенчатые конические сверла по металлу
Выделяют следующие главные достоинства конусных сверл.
В тонком металле можно проделывать отверстия различных диаметров без необходимости смены сверла.
Инструменты очень легко центрируются.
Перовые сверла по металлу
Существуют две разновидности таких сверл.
Стандартные. Рабочие части таких перьевых сверл имеют форму лопаток. На торцах имеются центрирующие наконечники.

Фотография №5: стандартные перовые сверла по металлу
Сборные. В настоящее время применяются чаще всего. Состоят из державок и сменных пластин, фиксируемых при помощи винтов.

Фотография №6: сборное перовое сверло со сменными пластинами
Предназначение перовых сверл — проделывание глубоких отверстий небольших диаметров. Инструменты имеют следующие преимущества.
Нечувствительность к перекосам.
Простота и высокая скорость смены режущих пластин.
Недостаток — трудности с отводом стружки.
Центровочные сверла
Их применяют для высверливания в заготовках центровочных отверстий.

Фотография №7: центровочные сверла
Существуют 4 типа таких сверл.
A. Формируют центровочные отверстия без предохранительных конусов. Угол разворота сторон составляет 60°.
B. Высверливают центровочные отверстия c предохранительными конусами. Угол разворота сторон составляет 120°.
C. С их помощью проделывают центровочные отверстия без предохранительных конусов. Угол разворота сторон составляет 75°.
R. Предназначены для высверливания центровочных отверстий дугообразной конфигурации.

Изображение №2: виды центровочных отверстий
Специальные виды сверл по металлу
Кроме вышеперечисленных основных видов сверл по металлу, существуют и специальные. К ним, к примеру, относятся однокромочные модели. Рабочие поверхности таких сверл прямой конструкции сточены наполовину. Это обеспечивает более эффективный отвод стружки. Однокромочные сверла применяют при изготовлении ружейных стволов.

Изображение №3: виды однокромочных сверл по металлу
Маркировка сверл по металлу (российская и зарубежная)
По российскому ГОСТу маркировке подлежат все сверла по металлу диаметром от двух миллиметров. Обозначения содержат информацию о диаметре инструмента и марке стали. На некоторых моделях встречаются клейма производителей. Чтобы узнать маркировку сверла, смотрите на хвостовик инструмента.
Российская маркировка выглядит так.

Изображение №4: правила расшифровки российских маркировок
Зарубежные сверла по металлу, изготовленные из быстрорежущей стали, имеют маркировку HSS. В зависимости от модификаций и особенностей изготовления к ней добавляют различные дополнительные обозначения.
Классификация спиральных сверл по особенностям конструкции и техническим характеристикам
Сверла классифицируют по различным особенностям конструкции и техническим характеристикам.
Типы хвостовиков
По конструкции хвостовой части сверла классифицируют на следующие разновидности.
С цилиндрическими хвостовиками. Встречаются чаще всего. Диаметры хвостовиков могут не совпадать с диаметрами рабочих частей. Сверла малого диаметра нередко оснащают более крупными хвостовиками. Это повышает надежность фиксации. Крупные сверла могут иметь хвостовки уменьшенного диаметра. Это позволяет зафиксировать инструмент в дрели со стандартным патроном. Недостаток таких хвостовиков — невозможность передачи большого крутящего момента. Это повышает рекомендуемую мощность оборудования, необходимого для работы с инструментом. Но в такой конструкции есть и плюс. Если сверло заклинит, дрель не повредится.

Фотография №8: спиральное сверло с цилиндрическим хвостовиком
С коническими хвостовиками. Ими оснащают сверла, предназначенные для обработки заготовок на специализированных станках и при помощи промышленных дрелей.

Фотография №9: сверла с коническими хвостовиками
С шестигранными хвостовиками. Такие сверла подходят для фиксации в стандартных кулачковых патронах и специальных зажимах.

Фотография №10: перовое сверло с цилиндрическим хвостовиком
Классы точности сверл по металлу
Существуют три основных класса точности сверл по металлу.
B и B1. Это катанные и вальцованные сверла па металлу нормальной точности. Используются для проделывания отверстий до 15 и 14 квалитетов точности, соответственно. За рубежом их маркируют HSS-R.
А. Это шлифованные сверла по металлу высокой точности. Применяются для высверливания отверстий с квалитетами точности от 10 до 13.
Углы заточки спиральных сверл и их влияние на применение инструментов
Спиральные сверла по металлу имеют два важных геометрических параметра, которые оказывают влияние на применение инструментов.

Изображение №5: геометрические параметры спиральных сверл
Угол наклона винтовой канавки сверла (ω). Возрастает с увеличением диаметра инструмента. Варьируется в пределах от 18 до 45°. Выбор сверла с определенным углом наклона канавки зависит от материала обрабатываемой заготовки.
Электрон, алюминий и дюралюминий — 45°.
Вязкие и легкие металлы — 40–45°.
Хрупкие металлы — 22–25°.
Различные виды стали — 26–30°.
Угол между режущими кромками (2ϕ). С его увеличением прочность сверла повышается, но при этом возрастает усилие подачи. С уменьшением — наоборот, сверление облегчается, но рабочая часть ослабляется. Выбор сверла с определенным углом между режущими кромками также зависит от материала обрабатываемой заготовки.
Мрамор и иные хрупкие материалы — 80°.
Целлулоид и эбонит — 85–90°.
Сплавы на основе магния — 110–120°.
Электрон, баббит, алюминий — 130–140°.
Красная медь — 125°.
Бронза и латунь — 130–140°.
Закаленная сталь и стальные поковки — 125°.
Сталь и чугун средней твердости — 116–118°.
Виды заточки сверл по металлу
В завершении статьи расскажем о видах заточки сверл по металлу, которую применяют для восстановления затупившихся инструментов и изменения их геометрии.

Изображение №6: виды заточки спиральных сверл
Нормальная (одинарная) заточка (Н). Считается универсальной. При нормальной заточке на поверхности сверла формируются две режущих кромки и одна поперечная. Угол между режущими кромками — 118–120°. Этот вид заточки можно использовать по отношению к сверлам с диаметрами до 12 мм. Остальные технологии подходят для инструментов с диаметрами до 80 мм.
Одинарная заточка с подточкой режущей кромки (НП). Уменьшает ее длину. За счет этого снижается нагрузка на рабочую часть при выполнении сверлильных работ.
Одинарная заточка с подточкой поперечной кромки и ленточки (НПЛ). Дополнительно уменьшает ее ширину в области режущей части. Сила трения значительно снижается. Кроме этого, образуется дополнительный задний угол. Это приводит к облегчению резания.
Двойная заточка с подточкой поперечной кромки (ДП). При двойной заточке формируются 4 режущие кромки и одна поперечная. Они имеют вид ломаных линий. Стойкость сверл с двойной заточкой увеличивается в 5–7 раз при обработке заготовок из чугуна и в 2,5–3 раза при сверлении сталей.
Двойная заточка с подточкой поперечной кромки и ленточки (ДПЛ). При такой заточке сверление облегчается дополнительно.
Полезные советы по выбору сверл
При покупке инструментов не экономьте. Высокие цены на сверла по металлу — это гарантия качества и медленного износа.
Приобретайте инструменты, подходящие к имеющемуся в наличии оборудованию.
Обращайте внимание на марку стали. От нее напрямую зависит возможность обработки заготовок из различных по прочности материалов.
Сверло по металлу: как выбрать и что учесть при покупке?

Для сверления стали, чугуна, цветных металлов нужно правильно подобрать оснастку. Ведь сверла, рассчитанные на работу с мягкими материалами, не справятся с твердыми либо будут подвержены чрезмерному износу. Важно учитывать конкретный инструмент и вид выполняемых работ. Какого типа нужно сверло по металлу, как выбрать его под обрабатываемый материал и какие еще нюансы нужно учесть – обо всем расскажем по порядку.
Тип сверла
Спиральное
Ступенчатое

Зенкер

Хвостовик
Часть сверла, которая крепится в патроне дрели или сверлильного станка. В зависимости от ее формы сверла по металлу устанавливаются на инструменты с определенным типом крепления оснастки. Перечислим самые распространенные.
- Цилиндрический – наиболее распространенный тип хвостовика. Сверло используется в основном в патронах с ключевым креплением. Не обладает хорошей передачей крутящего момента, так как может проскальзывать в патроне, зато меньше подвержено заклиниванию.
- Шестигранный – фиксируется в трехкулачковом патроне либо посадочном отверстии на 1/4 дюйма. За счет жесткого позиционирования всех граней хвостовика в пазах обеспечивается уверенное удержание и исключается прокручивание сверла при вращении.
- Конический – имеет форму усеченного конуса, обычно используется в сверлильных станках. Подбирается в держатель по диаметру, длине и особенностям строения. Об этом можно узнать из маркировки. Например, КМ – это конус Морзе, рядом с буквенным обозначением должна стоять цифра от 0 до 7, которая определяет диаметр хвостовика. Для наилучшего удержания в шпинделе у таких сверл на хвостовике может иметься резьба или лапки.
Выбирая сверла по металлу, какие лучше – цилиндрические, конические или шестигранные, однозначно сказать нельзя. Каждое подбирается под тип крепления конкретного инструмента или станка – сверла не взаимозаменяемы. Полная совместимость с инструментом гарантирует эффективность использования оснастки.
Материал изготовления
Режущий инструмент без труда выполнит отверстие в металлической заготовке, если его структура тверже структуры обрабатываемого металла. В связи с этим сверла выполняют из различных материалов и подвергают особой обработке. Большая часть оснастки изготавливается из быстрорежущей стали, о чем в маркировке свидетельствует буква Р либо HSS – у импортных изделий. Дополнительное содержание других металлов маркируется отдельно, например, К6 говорит о содержании кобальта, М3 – молибдена. Это придает сверлу прочность и позволяет работать с твердыми материалами. Например, при содержании 5% кобальта ресурс режущего инструмента увеличивается в 3 раза. Таким сверлом можно работать с заготовками из легированной и нержавеющей сталей, обладающих пределом прочности на растяжение до 1000 Н/кв.мм. При выборе сверла по металлу важно учесть наличие защитного покрытия, которое также придает изделию особые эксплуатационные характеристики. Покрытие нитридом титана (HSS-TiN) снижает нагрев рабочей части при работе – такой оснасткой можно сверлить чугун, легированную и нелегированную сталь прочностью до 1100 Н/кв.мм. Эти сверла легко узнать по золотистому цвету. Трехслойное покрытие титан, алюминий, нитрид (HSS-TiAlN) обеспечивает еще большую износостойкость, а срок службы оснастки увеличивается в 5 раз. Такие сверла меньше подвержены износу от трения и сохраняют свои качества даже при нагреве до 700 °С. Подходят для тех же материалов, что и сверла, покрытые нитридом титана. Режущий инструмент может также подвергаться особой обработке. Парооксидированные сверла служат для работы с цветными металлами, легированной и углеродистой сталью с прочностью до 800 Н/кв.мм. Их можно узнать по черному цвету. Изделия, прошедшие роликовую прокатку и термическую обработку, обладают невысокой стойкостью, поэтому служат для работы с мягкими сталями. Шлифованные сверла имеют хорошую стойкость и небольшие радиальные биения, отлично подходят для легированной и нелегированной стали прочностью до 900 Н/кв.мм, а также чугуна. Наилучшими характеристиками по твердости и износостойкости обладают твердосплавные режущие инструменты, способные выдерживать большие нагрузки и нагрев. Подходят для обработки жаропрочных и нержавеющих сталей, а также сплавов титана.
Угол заточки
От целей использования зависит то, с каким углом заточки требуются сверла по металлу. Например, для работы со сталью и бронзой оптимальным вариантом будет оснастка с углом заточки в 130 – 140°, для латуни, чугуна, дюралюминия – в 110 – 120°, для более мягких материалов – в 100°.
Точность
Все сверла по металлу изготавливаются по трем классам точности. К изделиям нормальной точности относится оснастка с маркировкой В и В1, повышенной – А1. Сверла повышенной точности необходимы для тонких работ, когда важно изготовить отверстие с точностью до доли миллиметра. Они позволяют выполнять отверстия 10 – 13 квалитетов, сверла В1 – 14 квалитетов, В – 15 квалитетов. Изделия с маркировкой А1 стоят дороже, поэтому их покупка будет рациональна только в случае, когда необходимо соблюсти допуски на производстве. Для выполнения отверстий без строгих требований по точности можно взять обычную оснастку.
Направление реза
Практически все сверла по металлу имеют правый рез. Однако есть и левосторонние изделия. Они необходимы для высверливания обломавшегося крепежа, который невозможно открутить вручную. Левое направление реза позволяет просверлить отверстие в крепеже без его проворачивания в основании.
Размеры
При покупке сверла по металлу учитывают его длину и диаметр. Производители обычно указывают два значения длины – общую и длину рабочей части. В зависимости от второго значения определяется глубина сверления. Например, у оснастки длиной в 280 мм рабочая длина составляет 160 мм. Диаметр рабочей части определяет размер отверстия, которое удастся получить. Например, у спиральных сверл данный параметр может составлять 6, 8, 10 мм и, как правило, соответствует диаметру хвостовика. Для зенкеров указывается диаметр самой широкой части, например, 12,4 или 20,5 мм, при этом диаметр хвостовика может быть меньше.
Каким производителям можно доверять?

Итак, сверла по металлу: какие лучше – фирменные или безымянные? Если вы хотите купить надежную оснастку, которая прослужит долго и не сломается, несомненно, предпочтение следует отдать фирменным изделиям. Это может быть оснастка известных производителей электроинструмента. Например, Bosch предлагает сверла серий Standardline и Topline, последние отличаются улучшенными эксплуатационными характеристиками и имеют долгий срок службы. У производителя Makita пользуются популярностью режущие инструменты M-Force, которые отличаются высокой скоростью реза. Особое внимание стоит уделить сверлам серии Extreme 2 от Dewalt. Они сверлят быстрее и точнее других, так как процесс начинается сразу при контакте наконечника с металлом. Клиновидная структура сверла гарантирует высокую устойчивость к повреждениям. Благодаря продольным граням на хвостовике он не проворачивается в патроне, что позволяет лучше передавать крутящий момент. Среди отечественных производителей сверла по металлу предлагают Интерскол и Зубр. Вы можете приобрести оснастку от производителей металлорежущего инструмента, таких как GRIFF, ПРАКТИКА, АТАКА. Такие изделия имеют хорошее качество, при этом цена на них заметно ниже, чем на оснастку известных брендов.
В нашем каталоге представлено более 3000 наименований сверл по металлу, поэтому легко найти то, что нужно для работы. Воспользуйтесь удобной формой подбора в рубрике – задайте необходимые параметры изделий, и система выдаст вам подходящие варианты. Вы можете купить изделия поштучно и в наборах. Делайте заказ прямо сейчас!
Какие сверла по металлу самые лучшие. Делаем правильный выбор
Плотность металла настолько велика, что для его обработки необходимо использовать специальные инструменты и механизмы. Для того чтобы сделать отверстие в этом материале применяются дрели и сверлильные станки, в которых основным режущим элементом являются сверла.
Какие свёрла по металлу лучше? Непросто определить, ведь универсальных изделий которые бы подходили для обработки всех типов металлических изделий, не существует. Опытный мастер сможет «на глаз» определить вид металла и быстро подобрать для обработки подходящий режущий инструмент.
Новичку в этом деле необходимо начинать с азов. Вначале изучить классификацию свёрл и сферу их применения, потому что лучшие модели — это изделия, которые идеально подходят для обработки конкретного вида металла.

Какие бывают сверла, как по маркировке и внешнему виду подобрать подходящее для работы изделие, узнайте в статье.
Виды свёрл по металлу
Чтобы выбрать лучшие модели, необходимо разобраться в видах свёрл.
Спиральные
Классические, цилиндрической формы свёрла, которые наиболее часто используются для сверления металлов. Обычно спиральные изделия изготавливаются из стали HSS.
Материал представляет собой высококачественный режущий тип стали, поэтому изготовленные из неё буравчики отличаются высокой прочностью и долговечностью.
Конические (ступенчатые)
Режущая поверхность имеет форму конуса, за что данный вид свёрл и получил своё название. Конические буравчики применяются для изготовления отверстий в тонком металле, а также для исправления дефектов от других режущих инструментов.

Какие лучше ступенчатые сверла выбрать? Зависит от типа обрабатываемого металла. Если плотность заготовки слишком высока, то лучше приобрести более дорогие, золотистой окраски изделия.
В быту этот вид свёрл применяется редко. Если необходимо часто производить сверление тонких металлических листов или обрабатывать мягкие материалы, то несмотря на относительно высокую стоимость, его следует приобрести для домашней мастерской.
Корончатые (кольцевые фрезы)
Режущий инструмент представляет собой цилиндр с режущим краем, которым и осуществляется разрезание металла.

Затраты энергии на изготовление отверстия таким способом в несколько раз ниже, за счёт небольшой площади соприкосновения инструмента с обрабатываемой поверхностью.
Преимуществом использования этого вида свёрл перед другими, заключается в изготовлении отверстий большого диаметра. При этом удаётся получить более качественные края, чем при работе со спиральными моделями.
Перовые
Особая разновидность плоских буравчиков со сменными рабочими кромками применяется для сверления металла. Такие изделия позволяют выполнять качественные, идеально ровные отверстия.

Отсутствие перекоса в процессе сверления и возможность сделать отверстие большого диаметра в различных металлических конструкциях, позволяет многим мастерам отказаться от использования спиральных изделий.
Низкая стоимость перовых свёрл позволяет во многих случаях обработки металла назвать их лучшими для сверления отверстий.
Это основные типы свёрл применяемых для изготовления отверстий в металлических конструкциях.
Классификация свёрл по материалу изготовления
Какие сверла по металлу самые лучшие при сверлении особо прочных сплавов, ответить довольно просто:
- Для обработки такого материала следует выбирать изделия, у которых на режущей кромке располагается пластина повышенной твёрдости. Такие буравчики являются лучшими для обработки твёрдых сплавов.
- Цена таких изделий невысокая за счёт того, что основное тело режущего инструмента изготавливается из обычной инструментальной стали.
Хорошими характеристиками обладают свёрла изготовленные из металла легированного кобальтом.

Они отлично переносят повышенные механические нагрузки и чрезмерный нагрев рабочей поверхности во время работы. Стоимость изделий высокая, но если необходимо сделать отверстия в твёрдом сплаве, то кобальтовые аналоги являются лучшими для выполнения такой работы.
Титановые свёрла не уступают по прочности кобальтовым, а при сверлении легированных сталей и цветных сплавов показывают даже лучшие результаты.

При правильном использовании, титановые модели долгое время сохраняют заводскую заточку, что позволит выполнить значительно больший объём работ.
Недорогие свёрла по металлу изготавливаются из обычной быстрорежущей стали Р9 и Р18. Режущий инструмент отлично справляется со своей функцией, но рабочая поверхность быстро затупляется, особенно при превышении определённого температурного порога.
Маркировка режущих изделий
Маркировка сверл по металлу необходима для определения типа стали, из которого изготовлен режущий инструмент. На изделии также указывается его диаметр, класс точности и производитель (страна). Не маркируются только спиральные буравчики, диаметр которых менее 2 мм.
В остальных случаях маркировка свёрл может иметь следующие значения:
- Р9 — изготовлено из быстрорежущей стали с процентным содержанием вольфрама 9%.
- Р9К15 — указывает на наличие в быстрорежущей стали кобальта в количестве 15%.
- Р6М5К5 — обозначает наличие сложного состава режущей стали содержащей вольфрам, кобальт и молибден.

Импортные изделия имеют обозначение HSS, по которому можно определить состав материала, из которого был изготовлен бурав. Сверло HSS — расшифровка которого будет приведена ниже, используется с дополнительной буквой, по которой и определяется наличие легирующего металла.
- HSS-Е — содержит кобальт. Используется при обработке металлов повышенной вязкости.
- HSS-Tin — имеет титановое напыление, который значительно увеличивает твёрдость рабочей поверхности, а температурная устойчивость материала повышается до +600 градусов.
- HSS-Е VAP — режущий инструмент используется для обработки нержавеющих материалов.
- HSS-4241 — предназначены для сверления алюминия.
- HSS-R — обладают максимальной прочностью.


По маркировке режущего инструмента можно определить для какого металла и в каком режиме можно использовать сверло. Если маркировка не видна, то можно по цвету изделия определить предназначение сверла.
Визуальное определение типа сверла
По внешнему виду режущего буравчика можно определить тип материала из которого изготовлены изделия и тем самым узнать механическую прочность образца. По цвету можно определить состав и качество изготовления.
Серый
Свёрла серого цвета изготавливаются из металла, который не подвергался какой-либо дополнительной обработке.

Качество инструмента, в данном случае, оставляет желать лучшего, но для одноразового применения такие изделия вполне сгодятся.
Чёрный
Такой цвет свидетельствует о том, что инструмент подвергался обработке перегретым паром. В процессе обработки изделие приобретает большую прочность.
Отлично переносит многочисленные циклы нагрева и остывания металла, а также сохраняет заточку рабочей поверхности в течение длительного времени.
Цена чёрных свёрл по металлу не намного выше серых изделий, поэтому при наличии выбора, при покупке следует отдать предпочтения инструментам этого типа.
Тёмно-золотистый
Данный цвет говорит, что режущий инструмент был подвергнут процедуре отпуска. Такой вид обработки значительно повышает механическую прочность изделия в результате снижения внутренних напряжений.

Отпущенным сверлом можно успешно обрабатывать металлы повышенной прочности, поэтому если предстоит сверление слишком твёрдых сплавов рекомендуется приобрести подобную модель.
Ярко-золотистый
Ярко-золотистая окраска говорит, что при производстве использовался металл изготовленный с добавлением титана.

Несмотря на высокую стоимость таких моделей, гораздо практичнее приобрести качественное сверло, чем использовать дешёвые режущие инструменты, которые при сложных работах понадобится использовать в больших количествах.
Таким образом, несложно по внешнему виду определить качество изделий и принять решение, какие сверла по металлу лучше покупать.
Классификация по размеру
Чтобы выбрать самое лучшее сверло и при этом не переплачивать, достаточно знать на какие размеры по длине принято разделять данные изделия. Если при сверлении металла не требуется изготовление глубоких отверстий, то приобретение слишком длинных моделей приведёт к перерасходу денежных средств.

Классифицировать свёрла по длине принято следующим образом:
- Короткие, длиной 20-131 мм. Диаметры инструмента находятся в пределах 0,3-20 мм.
- Удлинённые, длина составляет 19-205 мм, а диаметр — 0,3-20 мм.
- Длинная серия диаметром 1-20 мм и длиной 56-254 мм.
При выполнении сверлильных работ различной глубины следует подбирать инструмент максимально подходящий для выполнения конкретной задачи.
Лучшие производители
Чтобы приобрести сверла и быть уверенным, что заявленные характеристики полностью соответствуют действительности, необходимо правильно выбрать производителя.
Фирмы, которые дорожат своей репутацией, не реализуют продукцию ненадлежащего качества. Поэтому при выборе свёрл по металлу следует отдавать предпочтения производителям, которые находятся на рынке длительное время.
Среди новичков, также могут быть достойные производители. Но чтобы узнать, что в продаже находится товар надлежащего качества необходимо совершить покупку, которая часто представляет собой «лотерею».
1. Bosch — изделия немецкой фирмы давно зарекомендовали себя только с положительной стороны. Несмотря на довольно высокую цену продукции, приобретая свёрла Bosch, можно не сомневаться в отменном качестве. Удобно и выгодно приобретать инструменты этой фирмы в комплекте.

Какой набор сверл не взять, в любом будет находиться только высочайшего качества изделия, которые прослужат многие годы, при условии правильного хранения и использования.
2. «Зубр» — отечественный производитель, продукция которого в соотношении цена-качество максимально оптимизирована. Приобрести продукцию этой фирмы можно как в единичном экземпляре, так и в виде набора. Последний вариант позволит существенно сэкономить денежные средства, несмотря на значительную стоимость комплекта.
3. Свёрла советского производства — эту категорию режущих инструментов, можно отнести к «вымирающему виду». При должном старании можно приобрести раритет, который отличается непревзойдёнными техническими характеристиками.
