
В чем особенность крутоизогнутых отводов?

Отводы крутоизогнутые и гнутые
Одной из наиболее распространенных деталей трубопроводов являются отводы. Они предназначены для соединения сваркой встык труб одного диаметра, расположенных под углом. По конструкции отводы подразделяются на крутоизогнутые и гнутые.
Крутоизогнутые отводы имеют малый радиус кривизны (1 —1,5 условного диаметра), вследствие чего они имеют относительно небольшой вес и габариты. Они изготовляются с условным диаметром от 40 до 600 мм с углом 90°, 60° и 45° из углеродистой стали 20 и с условным диаметром от 50 до 300 мм из легированной стали Х5М, Х18Н10Т, Х5ВД, 12ХМФ и других на условное давление до 100 кгс/см 2 .
Область применения крутоизогнутых отводов определяется типом труб и маркой стали, из которой они изготовлены, а также способом выполнения.
На специализированных заводах крутоизогнутые отводы изготовляют несколькими способами: горячей протяжкой и штамповкой из труб, штамповкой из листа с последующей сваркой продольного шва.
Способ изготовления отводов горячей протяжкой по сердечнику представляет собой оригинальный процесс горячей обработки металлов давлением. На рис. 4 показана технологическая схема этого процесса. Мерные трубы-заготовки- 5 подаются на штангу 4 гидравлического пресса. На переднем конце штанги укреплен основной инструмент — рогообразный сердечник 1 (по форме сердечник представляет собой рог — изогнутый конус с эксцентрично увеличивающимся диаметром). Штанга закреплена от продольного смещения открывающимися поочередно замками —силовым 7 и несиловым 9. Силовой замок в период загрузки труб-заготовок открыт, а несиловой замок закрыт. При рабочем ходе, наоборот, силовой замок закрыт, а несиловой — открыт. По штанге трубы-заготовки проталкиваются захватом 6 с помощью (гидроцилиндров 8 пресса. При рабочем ходе пресса захват упирается в задний торец последней трубы-заготовки, которая в свою очередь передним торцем проталкивает предыдущие трубы-заготовки по сердечнику. Процесс протяжки происходит в печи 3 с местным нагревом газовыми горелками 2. В результате протяжки труб-заготовок по рогообразному сердечнику получают отводы 180 или отводы 9.0° с требуемым радиусом изгиба.
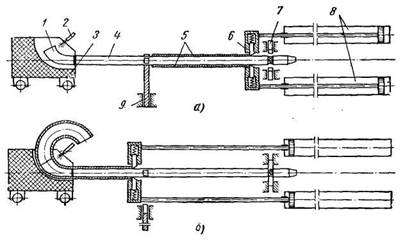
Рис. 4. Схема процесса изготовления отводов горячей протяжки по сердечнику:
а-положение пресса в период загрузки труб-заготовок: 1– сердечник 2 -газовая горелка, 3 – печь, 4 – штанга, 5 – трубы-заготовки, 6 – захват, 7 – силовой замок 8 – гидроцнлнндры пресса, 9 – несиловой замок; б – положение пресса в период рабочего хода
При протяжке по рогообразному сердечнику труба-заготовка получает значительные деформации. Например, при радиусе изгиба отвода, равном условному проходу (R=DY), происходит увеличение диаметра трубы-заготовки на 50%, а при радиусе изгиба, равном 1,5 условного прохода,— на 33%.
В настоящее время методом горячей протяжки изготовляют отводы с условным диаметром от 50 до 500 мм.
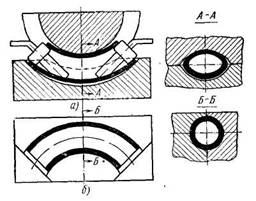
Рис. 5. Схема штамповки крутоизогнутых отводов: а – гибочный ручей, б — формовочный ручей
Технологический процесс изготовления отводов способом горячей протяжки по сердечнику выгодно отличается от получения отводов гнутьем. Он обеспечивает получение отводов с одинаковой толщиной стенки по сечению вне зависимости от радиуса изгиба отвода, возможность изготовления отводов с малыми радиусами изгиба и небольшой толщиной стенки (отношение — до 0,016), высокую производительность и качество получаемых отводов и низкую себестоимость их изготовления, а также широкий диапазон типоразмеров изготовляемых отводов.
Другим высокопроизводительным способом изготовления крутоизогнутых отводов, обеспечивающим их высокое качество, является горячая штамповка на кривошипных или фрикционных прессах в двухручьевых штампах (рис. 5). Штамповкой изготовляют отводы условным диаметром от 40 до 100 мм. Исходным материалом для изготовления является отрезок трубы, имеющий косые срезы по концам с диаметром на 6—8% больше, чем у изготовляемого отвода. В первом гибочном ручье (рис. 5, а) происходит объемный изгиб и одновременно поперечному сечению заготовки придается форма овала. Этим достигается сохранение толщины стенки по сечению в пределах допуска при малых радиусах изгиба. Для уменьшения смятия торцов трубы-заготовки при изгибе и увеличения радиуса изгиба в средней зоне применяют внутренние оправки.
Во втором формовочном ручье (рис. 5,6) согнутую заготовку, повернутую на 90° относительно ее продольной оси, обжимают. При этом поперечному овальному сечению придается круглая форма и уменьшается первоначальный диаметр. Отводы с DУ, равным 50 и 70 мм, изготовляются, кроме того, холодной штамповкой в одну операцию в одноручьевом штампе.
Штамповка отводов из листовой стали производится из двух половин на фрикционных прессах. Каждая половина отвода штампуется в одноручьевом штампе. После штамповки кромки обеих половин торцуют по линии разъема, а затем их собирают и автоматически сваривают два шва отвода на манипуляторе и окончательно обрабатывают торцы на полуавтоматах. В последнее время применяется штамповка отводов из листовой стали с одним швом. Технология изготовления штампо-сварных отводов из листового проката пока еще имеет высокую трудоемкость, однако этот процесс представляет практический интерес, так как позволяет заменить более дефицитные трубы листовым прокатом. Особенно экономически эффективно изготовление штампосварных отводов из высоколегированных сталей, так как вследствие ограниченности сортамента таких труб не всегда можно подобрать необходимый диаметр трубы-заготовки для изготовления отводов горячей штамповкой или протяжкой.
Гнутые отводы изготовляют из бесшовных и электросварных труб гнутьем на трубогибочных станках в. холодном состоянии, горячим гнутьем на станках с нагревом токами высокой частоты и с набивкой песком. В целях уменьшения деформации стенки гнутые отводы изготовляют со сравнительно большим радиусом изгиба (R не менее 3—4 DН). Наличие у гнутых отводов на концах длинных прямых участков делает их вес весьма значительным. Гнутые отводы можно устанавливать на трубопроводах всех категорий.
Сравнительный технико-экономический анализ различных способов изготовления крутоизогнутых и гнутых отводов показывает, что наименее трудоемкими способами являются горячая протяжка и штамповка.
Гнутые отводы рекомендуется изготовлять лишь в тех случаях, когда нет крутоизогнутых отводов (например, для толстостенных труб и для труб из некоторых марок легированной стали), а также, когда по проекту требуется радиус изгиба больший, чем у крутоизогнутых отводов.
1. Чем отличаются крутоизогнутые отводы от гнутых?
2. Какие существуют основные способы изготовления крутоизогнутых отводов?
3. Расскажите о технологии изготовления отводов горячей протяжкой.
4. Расскажите о технологии изготовления штампосварных отводов.
Отличие гнутого отвода от крутоизогнутого
Содержание
Отвод, или колено, – соединительная деталь в виде изогнутого сегмента трубы. Ее назначение – изменять направление трубопровода. Фитинг монтируют к трубам равного диаметра, расположенных под углом друг к другу. Монтаж производят сваркой, фланцевым соединением или резьбой.
Стандартные углы гиба – 30°, 45°, 60°, 90° и 180°. Элементы с нестандартными углами (от 2°) не хранятся на складах, производятся по требованию заказчика. Для этого в расчетных листах указывают:
- угол и радиус гибки;
- трубный диаметр;
- толщину стенки;
- длину прямолинейных участков.
Материалом для производства детали служат: чугун, конструкционная, легированная, нержавеющая и др. стали, пластмасса, полимеры. Благодаря этому она совместима со средами любой агрессивности, применяется в северных широтах. Колено используют при строительстве технологических, магистральных, коммунально-сетевых трубопроводных систем.
Конструкционно арматура бывает крутоизогнутой и гнутой. Главное различие заключается в радиусе гиба: у первой он составляет 1-1,5 Ду, у второй – от 1,5 до 2 Ду. Этот показатель влияет на габариты отвода. Крутоизогнутый фитинг меньше и легче гнутого.
Производство гнутых отводов
Конструкционно гнутые отводы – прямой отрезок трубы с изогнутым концом. Прямая часть утяжеляет деталь, что увеличивает ее материалоемкость, усложняет монтаж. Угол изгиба такой трубодетали – до 90º.
Гнутые колена для стальных трубопроводов производятся холодным и горячим гнутьем. В качестве заготовок берут бесшовные, электросварные патрубки. Толщина их стенок может быть стандартной или усиленной. Весь процесс происходит на трубогибочных станках.
- Холодногнутый способ подразумевает гиб заготовки без нагрева. Это дает большой радиуса гибки (от 15 м), но сужает угол максимум до 27º. Такая арматура регламентируется государственными стандартами (ГОСТ).
- При горячегнутом методе всю заготовку или только деформируемую часть нагревают током высокой частоты. Радиус гиба таких колен составляет 1,5-6 Ду. Их изготавливают согласно техническим условиям (ТУ). Из всех других способов производство горячая деформация дает самые тяжелые фитинги.
Холодная, горячая технологии гибки создают овальность, уменьшают стеночную толщину отвода. Чтобы избавиться от овальности, в полость деформируемой трубы засыпают крупнозернистый песок. Для защиты от утонения стенок радиус гиба должен составлять 2,5-20 диаметров от наружного трубного.
Изготовление крутоизогнутых отводов
Крутоизогнутые отводы изготавливаются следующими способами:
- Горячим протягиванием. В основе – горячая обработка заготовки давлением. Нагретые патрубки протягиваются через сердечник (изогнутый конус), калибруются, проходят обработку торцов. Метод трудоемок, но позволяет получить фитинг с одинаковой толщиной стенок, малым радиусом гиба, условным диаметром 50-500 мм.
- Штамповкой и сваркой. Деталь производится из двух штампованных половин. Заготовкой служат стальные листы или трубы. После торцевания по линии разъема их сваривают вместе. Штампосварные отводы имеют два продольных сварных шва, большие размеры. Применяются для крупногабаритных (более 820 Ду) трубоотводов с высоким внутренним давлением.
- Сваркой секторов. Кольцевые элементы, чье количество зависит от угла гиба, сваривают электродуговой сваркой встык. Колена применяют при работе с трубопроводами большого диаметра и небольшого давления.
Разница в применении
Трудоемкость изготовления влияет на применение колена. В первую очередь используют недорогие секционные, штампосварные, горячегнутые фитинги. Малый радиус гибки крутоизогнутых изделий упрощает их монтаж.
К гнутой арматуре прибегают в случаях:
- высокого давления рабочей среды;
- необходимости большого радиуса гиба;
- работы с толстостенными трубопроводами.
Кроме того, материалом для гнутого колена, в отличие от крутоизогнутого, выступают многие марки сталей. Поэтому его используют при работе с высокоагрессивными средами.
Крутоизогнутый отвод
Отвод, изготовленный из трубы с радиусом гиба не более 1,50
3.1.30. крутоизогнутый отвод : Отвод, изготовленный гибкой радиусом до 3 номинальных наружных диаметров трубы;
3.1.18 крутоизогнутый отвод: Отвод, изготовленный гибкой радиусом от одного до трех номинальных наружных диаметров трубы;
Смотри также родственные термины:
3.1.18. крутоизогнутый отвод (колено) : Отвод, изготовленный гибкой радиусом от одного до трех номинальных наружных диаметров трубы:
– типа 1 – крутоизогнутый отвод с прямыми участками;
– типа 2 – крутоизогнутый отвод без прямых участков.
Словарь-справочник терминов нормативно-технической документации . academic.ru . 2015 .
Смотреть что такое “Крутоизогнутый отвод” в других словарях:
крутоизогнутый отвод — Отвод, изготовленный из трубы с радиусом гиба не более 1,50 Dу [ПБ 03 108 96] Тематики трубопроводы и их компоненты … Справочник технического переводчика
крутоизогнутый отвод — отвод, изготовленный из трубы с радиусом гиба не более 1,5 Dy. (Смотри: ПБ 03 108 96. Правила устройства и безопасной эксплуатации технологических трубопроводов.) Источник: Дом: Строительная терминология , М.: Бук пресс, 2006 … Строительный словарь
крутоизогнутый отвод (колено) — 3.1.18. крутоизогнутый отвод (колено) : Отвод, изготовленный гибкой радиусом от одного до трех номинальных наружных диаметров трубы: типа 1 крутоизогнутый отвод с прямыми участками; типа 2 крутоизогнутый отвод без прямых участков. Источник … Словарь-справочник терминов нормативно-технической документации
Отвод — Трубопровод, предназначенный для подачи нефти от магистрального нефтепровода потребителям Источник: ВНТП 2 86: Нормы технологического проектирования магистральных нефтепроводов Отвод Фасонная деталь трубопровода, обеспечивающая изменение… … Словарь-справочник терминов нормативно-технической документации
отвод крутоизогнутый — 3.1.2 отвод крутоизогнутый : Отвод, изготовленный гибкой радиусом от одного до трех номинальных наружных диаметров трубы. Источник: СТО ЦКТИ 321.03 2009: Отводы крутоизогнутые для трубопроводов пара и горячей воды тепловых станций. К … Словарь-справочник терминов нормативно-технической документации
отвод или двойник (ретурбенд) — 3.36 отвод или двойник (ретурбенд) (header, return bend): Общий термин, обозначающий 180 градусный литой или крутоизогнутый цельнотянутый фитинг, который используется для соединения двух или более труб. Источник: ГОСТ Р 53682 2009: Установки… … Словарь-справочник терминов нормативно-технической документации
СТО ЦКТИ 10.002-2007: Элементы трубные поверхностей нагрева, трубы соединительные в пределах котла и коллектора стационарных котлов. Общие технические требования к изготовлению — Терминология СТО ЦКТИ 10.002 2007: Элементы трубные поверхностей нагрева, трубы соединительные в пределах котла и коллектора стационарных котлов. Общие технические требования к изготовлению: 3.1.39. гиб : Криволинейный участок гнутого отвода,… … Словарь-справочник терминов нормативно-технической документации
СТО ЦКТИ 10.004-2007: Сосуды энергомашиностроения. Общие технические требования к изготовлению — Терминология СТО ЦКТИ 10.004 2007: Сосуды энергомашиностроения. Общие технические требования к изготовлению: 3.1.33. гиб : Криволинейный участок гнутого отвода либо трубы, изготовленного с применением деформации трубы; Определения термина из… … Словарь-справочник терминов нормативно-технической документации
СТО ЦКТИ 10.018-2009: Газотрубные котлы. Требования к проектированию, конструкции, изготовлению, монтажу, ремонту и эксплуатации — Терминология СТО ЦКТИ 10.018 2009: Газотрубные котлы. Требования к проектированию, конструкции, изготовлению, монтажу, ремонту и эксплуатации: 3.1.34 анкерная связь: Деталь котла, служащая для подкрепления участков плоских днищ корпуса котла и… … Словарь-справочник терминов нормативно-технической документации
ПБ 03-108-96: Правила устройства и безопасной эксплуатации технологических трубопроводов — Терминология ПБ 03 108 96: Правила устройства и безопасной эксплуатации технологических трубопроводов: Блок коммуникаций Сборочная единица, включающая трубопроводы, опоры и опорные конструкции под них, средства защиты от внешних воздействий и… … Словарь-справочник терминов нормативно-технической документации
Отводы
Отвод – соединительная деталь, которая служит для изменения направления трубопровода. Отвод представляет собой отрезок трубы изогнутый под под определенным углом. Отводы изготавливаются из различных марок сталей.
ВИДЫ ОТВОДОВ
Отводы различают по способу изготовления на:
ОТВОДЫ КРУТОИЗОГНУТЫЕ
ОТВОДЫ ГНУТЫЕ
ОТВОДЫ СВАРНЫЕ СЕКЦИОННЫЕ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ КРУТОИЗОГНУТЫХ ОТВОДОВ
Крутоизогнутыми называют отводы, которые имеют большой радиус гиба (менее 2Ду) и изготавливаются с углами 45˚С, 60˚, 90˚, 180˚.
Крутоизогнутые отводы по методу изготовления делятся на:
• протяжные бесшовные;
• штампованные бесшовные;
• штампосварные;
• точёные из поковок или объемных штамповок.
На ответственные объекты крутоизогнутые отводы изготавливаются с индексом «П», что означает «подконтрольные» органам надзора.
Крутоизогнутые отводы могут изготавливаться и по чертежам заказчика, с применением различных марок сталей.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОТВОДОВ ГНУТЫХ
Гнутыми (*ОГ)(ГО) отводами называют отводы, которые имеют радиус гиба от 2 до 20 Ду, с углами от 3˚ до 90˚ с градацией 1˚. Отличительными чертами отводов гнутых от отводов крутоизогнутых служит значительно большой радиус гиба и применение прямолинейных участков.
Отводы гнутые изготавливаются 2-мя способами:
– холодное гнутьё ГО;
– горячее гнутьё ОГ.
Отводы гнутые бывают холодногнутыми (ГО), которые изготавливаются по ГОСТ 24950-81 с большим (от15м) радиусом гиба и горячегнутыми (ОГ), которые изготавливаются по ТУ 102-488-95, ТУ 1469-014-01395041-03, ТУ 51-515-91 и другими ТУ с радиусами гиба от 1,5 до 6 Ду.
В отличии от отводов, изготовленных горячим методом (ОГ), холодногнутые отводы (ГО) могут изготавливаться только с Ду219 до Ду1420 и углом загиба до 27 градусов. Преимущество этих отводов в том, что гнутые отводы можно изготовить практически с любым углом поворота.
Отводы гнутые изготавливаются из различных марок сталей и по чертежам заказчика. По требованию Заказчика на ОГ возможно нанесение антикоррозийного покрытия, как внутреннего, так и наружного.
Отводы гнутые изготавливаются с прямыми участками согласно ТУ, напрмер: ТУ 102-488-95 исполнение 1 L=650 мм, Li=16000мм, исполнение 2 L=Li=650 мм, исполнение 3 L=1600 мм, Li=3000мм, исполнение 4 L=650 мм, Li=1600 мм. Также отводы гнутые могут изготавливаться и с нестандартными прямыми участками по согласованию с Заказчиком. ОГ изготавливаются по ОСТам (для ТЭЦ и АЭС) из различных марок сталей, согласно ОСТ.
Отводы гнутые (ОГ) устанавливаются на любых трубопроводах, но их особенностью является значительно больший вес конструкции, поэтому их использование рекомендуется при отсутствии возможности использования крутоизогнутых отводов или если необходим радиус гиба больший, чем у крутоизогнутых отводов.
ОТВОДЫ СВАРНЫЕ СЕКЦИОННЫЕ
Сварными секционными (ОСС) отводами называют отводы, изготовленные из вальцованных листов или из секторов, вырезанных из труб. В основном такие детали изготавливаются по ОСТам, ТУ и другим нормативным документам, по чертежам заказчика.
Материал изготовления отводов различен и выбирается, исходя из транспортируемой среды в данном трубопроводе и климатических условий региона, в котором он строится.
ПРИНЯТЫЕ ТЕХНИЧЕСКИЕ ОБОЗНАЧЕНИЯ ОТВОДОВ
PN (Ру) – номинальное (условное) давление;
Рпр – пробное давление;
Рр – рабочее давление;
DN – условный проход (номинальный размер);
d – внутренний диаметр торцов;
T – толщина стенки деталей на торцах;
ТВ – толщина стенки отводов в неторцевых сечениях;
С – размер между центрами торцов отводов с и = 180˚;
В – размер между плоскостью торцов и наиболее удаленной от нее точкой наружной поверхности отводов с и = 180˚;
F – размер между плоскостью одного торца и центром другого торца отводов с и=90˚;
Н – размер между плоскостью торца и точкой пересечения касательных к осевой линии в точках ее пересечения с плоскостями торцов отводов с и=45˚;
R – радиус кривизны осевой линии (радиус изгиба);
W – размер между плоскостью торца и точкой пересечения касательных к осевой линии в точках ее пересечения с плоскостями торцов отводов с и=45˚;
И – угол между плоскостями торцов (угол изгиба) отводов;
Р – отклонение от перпендикулярности плоскостей торцов и осевой линии;
Q – отклонение расположения плоскостей торцов отводов с и = 45˚, и = 60˚ и и = 90˚, тройников и переходов;
U – отклонение расположения плоскостей торцов отводов с и = 180˚.
Отводы гнутые
В категории фасонных деталей трубопроводов для изменения направления рабочей среды отводы гнутые используются во всех видах промышленности, и изготавливаются из любых сталей. Угол изгиба не фиксированный, варьируется от 2° до 180°, по краям отвод имеет прямые участки.
Какие отводы называются гнутыми?
Отводы подразделяются на крутоизогнутые, секционные, сварные и гнутые по радиусу изгиба, способу изготовления и конструкционным особенностям. В категорию гнутые отводы входят фитинги, удовлетворяющие следующим требованиям:


Узнать стоимость, сроки изготовления отводов гнутых ОГ Вы можете по телефонам: +7(499) 709-78-08, +7(495) 120-75-57 или отправьте Ваш запрос на почту sng@sng2000.ru
Отводы гнутые
- угол изгиба – чаще всего произвольный;
- радиус изгиба – 1,5DN – 20DN либо от 15 м;
- свободные концы – с прямыми участками;
- технология гибки – холодный и горячий метод на специальном станке.
В сравнении с секционными и крутоизогнутыми вариантами исполнения гнутый отвод имеет высокую материалоемкость и себестоимость, соответственно. Зато при больших радиусах изгиба в зоне деформации металл перераспределяется равномернее. Размер и форма внутреннего сечения не изменяются, фитинг выдерживает большое давление.
Гидросопротивление на таком участке трубопровода ниже, чем внутри крутоизогнутого фитинга. Отсутствуют засоры и накопление механических примесей среды.
Область применения гнутых отводов
Бюджет реализации проекта трубопровода всегда является приоритетной характеристикой. Поэтому разработчики вначале используют недорогие фитинги – секционные, штампосварные и крутоизогнутые. Очередь до дорогих гнутых отводов доходит в следующих случаях:
- высокое давление среды;
- особо агрессивная среда;
- специальные эксплуатационные условия.
Другими словами, отводы гнутые применяют на ответственных участках путепроводов в Москве или при транспортировке среды, разрушающей материалы обычных фитингов. Выбор марок сталей для трубчатых заготовок гнутых отводов гораздо шире.
В советские времена все ЖЭУ/ЖЭК имели ручные трубогибы для изготовления отводов по месту из-за дефицита этих фитингов. В настоящее время самостоятельное их изготовление по месту запрещено строительными нормами категорически. Поскольку в этих организациях отсутствуют поставки высококачественного сырья и оборудование для дефектоскопии. Все магистрали ХВС/ГВС и систем водоотведения собираются только из заводских изделий.


Разновидности гнутых отводов
В своей подкатегории отводы гнутые дополнительно классифицируются по нескольким признакам:
- технология производства – гибка холодным способом и гнутье с разогревом зоны деформации;
- обозначение в документации – ГО (холодноизогнутый), ОГ (горячедеформированный);
- толщина стенки – толстостенные, тонкостенные с соотношением DN/S = 6 – 12,5 единиц и 12,5 – 40 единиц, соответственно;
- стандарт на изготовление – вышестоящие стандарты ГОСТ, нижестоящие по отношению к ним стандарты отраслей, предприятий, ТУ и общие технические требования ОТТ КТН.
В отсутствие фиксированных углов изгиба эти трубопроводные детали отсутствуют на складах готовой продукции. Изготавливаются после размещения заказа под конкретные эксплуатационные требования.
Способ изготовления
Для изготовления гнутых отводов холодным способом используются установки ГТ. Трубчатая заготовка укладывается на ложемент, один ее край защемляется, другой поддомкрачивается. Для равномерного распределения нагрузок на стенки в зоне изгиба, отсутствия гофры и избыточного утонения с противоположной от нее стороны внутренняя полость трубы заполняется сыпучим материалом, а по краям монтируются заглушки.
При горячем методе трехмерного гнутья трубчатая заготовка разогревается в месте деформации индукционным способом или газовоздушной горелкой. Трубы предварительно зачищаются, проходят дефектоскопию, правку и балансировку. Размечается длина прямых участков и зон изгиба.
В процессе деформации контролируется скорость подачи нагревательного элемента, радиус изгиба, объем подачи охлаждающей жидкости и прочие параметры. После этого обрезаются и разделываются под приварку кромки, производится контроль толщины стенки в зоне изгиба с наружной и внутренней стороны.
Отводы маркируются, оснащаются полимерными заглушками, при необходимости на внешнюю сторону наносится защитное покрытие.


Маркировка и обозначение в документации
Чаще всего угол изгиба отвода гнутого определяется в процессе проектирования трубопровода. Материал, из которого изготовлен фитинг, должен соответствовать марке стали труб которые стыкуются этим отводом. Поэтому ТЗ для завода изготовителя составляет проектировщик.
Фитинги имеют маркировку на корпусе и обозначаются в технической документации одинаковыми надписями, группами цифр и букв.
Гнутые отводы ГО и ОГ


Для трубопроводных деталей – гнутых отводов в РФ принята стандартная маркировка:
- ГО – изготовлены холодным методом по ГОСТ 24950
- отводы гнутые ОГ – произведены горячим деформированием по ГОСТ 102-488, ТУ, ОСТ, СП и прочим нижестоящим стандартам.
Эти обозначения не являются обязательными, но в любом случае фитинг будет иметь название «отвод гнутый» вначале маркировки, и номер стандарта в конце.
Нормативная документация
Стандарты на отводы стальные гнутые разработаны для повышения производительности и качества проектирования, снижения бюджета реализации проектов путепроводов. Вышестоящие стандарты ГОСТ являются базовыми, нижестоящие ОСТ, ТУ и прочая нормативная документация используются для частных случаев.
Отводы ГОСТ 22793
Стандарт создан для производства отводов гнутых для заводов минудобрений и нефтехимической отрасли народного хозяйства. Отличительными особенностями фитингов ГОСТ 22793 являются:
- номинальный диаметр DN 6 – 200 мм;
- номинальное давление среды PN 10 – 100 МПа;
- температурный диапазон среды -50°С … +510°С;
- угол изгиба 15°, 90°, 30°, 60° и 45°.
При изготовлении гнутых отводов по ГОСТ 22793 применяются марки сталей:
- 20 и 20ЮЧ;
- 09Г2С и 10Г2;
- 15Х5М, 15ГС и 14ХГС;
- 12Х18Н10Т и 12Х18Н12Т;
- 10Х17Н13М2Т и 10Х17Н13М3Т;
- 12Х1МФ;
- 22Х3М, 20Х2МА, 18Х3МВ и 30ХМА;
- 20Х3МВФ;
- 08Х18Н12Т и 08Х18Н10Т;
- 03Х17Н14М3 и 08Х17Н15М3Т.
Стандарт ГОСТ 22790 допускает использование иных марок сталей по требованию заказчика с учетом их свариваемости.
Отводы ГОСТ 24950
Стандарт регламентирует выпуск холодногнутых отводов ГО и кривых вставок на их основе. Основными характеристиками фитингов являются:
- изготовлены из труб большого диаметра DN 219 – 1420 мм;
- угол изгиба с шагом 3°, по требованиям заказчика допускается кратность 1°;
- радиус изгиба 15 – 60 м в зависимости от DN.
Для отводов ГОСТ 24950 используются низколегироанные стали классов прочности К48 – К60 и углеродистые стали классов прочности К34 – К42. Для диаметров 219 – 426 мм применяются бесшовные и электросварные трубы, для DN 530 – 1420 мм только прямошовные трубчатые заготовки.
Отводы ОСТ 36-42
Отраслевой стандарт регламентирует производство сварных и гнутых отводов со следующими характеристиками:
- DN 10 – 400 мм;
- PN в пределах 10 МПа;
- технология изготовления холодным и горячим способом;
- углы изгиба 45°, 90°, 15°, 30° и 60°.
По индивидуальным ТЗ заказчика допускается изменение угла и радиуса изгиба в широком диапазоне. Материальное исполнение ОГ и ГО отводов по ОСТ 36-42 должно полностью соответствовать маркам сталей основного трубопровода.
Отводы СТО ЦКТИ
Для изготовления и реализации проектов трубопроводов теплостанций НПО ЦКТИ разработан ряд отраслевых стандартов на трубопроводные детали из марок сталей с высоким содержанием ванадия, молибдена и хрома. Конкретно на гнутые отводы распространяется действие следующих стандартов СТО ЦКТИ:
- 02 – DN 16 – 630 мм, PN 23,5 МПа максимум, температура в пределах +450°С, угол изгиба 15° – 90° с шагом 5°;
- 05 – DN 16 – 377 мм, PN 25 МПа максимум, температура среды до +560°С, угол изгиба 45°, 90°, 15°, 30° и 60°.
Изготавливаются отводы гнутые из труб марок 15ГС, 16ГС и 20 с хорошей свариваемостью, отсутствием коррозии, и высокой термостойкостью.
Отводы ОТТ КТН
Общие технические требования компании «Транснефть» разработаны для изготовления отводов гнутых со следующими эксплуатационными свойствами:
- ОТТ 23.040.00 КТН-105:
- номинальный диаметр 530 – 1220 мм;
- номинальное давление рабочей среды 14 МПа максимум;
- угол изгиба 1° – 66°;
- технология горячей деформации (индукционный нагрев);
- климатическое исполнение ХЛ и У;
- радиус изгиба от 2DN.
- ОТТ 23.040.00 КТН-104:
- DN 159 – 426 мм;
- холодногнутые типа ГО;
- угол изгиба в пределах 90° с градацией в 1°;
- PN 9,8 МПа;
- антикоррозионное покрытие по требованию.
Гнутые отводы по ОТТ КТН предназначены для магистральных путепроводов нефтегазодобывающей и перерабатывающей отрасли с температурным диапазоном рабочей среды от -60°С до +150°С. Теплоизоляцией и лакокрасочными защитными составами фитинги покрываются только по предварительному согласованию.
ТУ 1468-010-593377520
Разработчиком и держателем оригинала технических условий являются две организации – «НИПЦ НефтеГазСервис» и «ТНК». В стандарте регламентируются следующие параметры гнутых отводов:
- производство только из бесшовной трубы;
- допускается деформация в холодном состоянии и горячее гнутье;
- используются марки сталей 20ХФА, 15ХМФА, 15ХФА, 13ХФА, 08ХМФЧА, 09СФА, 20ФА и 20А;
- конструкция и геометрия по ОСТ 17375, исполнение по ГОСТ 17380, разделка кромок по ГОСТ 16037.
Изначально предназначены отводы гнутые по ТУ 1468 для обустройства нефтяных и газовых месторождений.
Отводы ТУ 1469
Стандарты ТУ являются нижестоящими по отношению к ГОСТ, разрабатываются предприятиями с учетом сырьевой базы, технологического оборудования и прочих условий. Поэтому в настоящее время уже существует 25 технических условий ТУ 1469:
Использование различных типов стальных отводов
Виды стальных отводов
Стальной отвод – это отрезок трубы, изогнутый под необходимым углом. Стальные отводы подразделяются на типы в зависимости от материала, диаметра, угла загиба, а также способа производства.
В качестве материала для отводов может служить сталь различного типа:
- углеродистая;
- нержавеющая (легированная);
По способу изготовления отводы делятся на такие виды:
- крутоизогнутые бесшовные;
- штампосварные;
- сварные секторные;
- гнутые.
Гнутые изгибы бывают холодногнутыми и горячегнутыми.

Стальные отводы для труб
Материал отвода
Для правильного выбора материала, из которого будет сделан отвод, необходимо учитывать условия его эксплуатации, необходимую надежность этого элемента, а также агрессивность рабочей среды, в которой он работает.
Например, в трубопроводах общего назначения используются отводы, выполненные из углеродистой стали.
При наличии агрессивной среды, которая может вызвать коррозию материала, используются легированная и нержавеющая стали. Отводы из таких сталей используются в трубопроводах для нефтегазовой, химической, пищевой или фармацевтической промышленности.
Например, отводы из нержавеющей стали марки 12Х18Н10Т могут быть использованы в трубопроводах, транспортирующих пар, горячую воду, щелочные, кислотные и другие рабочие среды, склонные к вызыванию коррозии металла. Отводы из легированной стали 3ХФА могут работать при температурах окружающей среды от -60 ºС до + 40 ºС, температуре рабочей среды до +40 ºС и давлении до 7,4 МПа. Такие отводы обладают повышенной устойчивостью к коррозии на холоде и используются в нефтегазовых системах в условиях Севера.
По словам специалистов компании СмартИнокс для правильного выбора материала, из которого будет сделан отвод, необходимо учитывать условия его эксплуатации, необходимую надежность этого элемента, а также агрессивность рабочей среды, в которой он работает.
Конструктивные особенности
Крутоизогнутых отводов
Основные характеристики крутоизогнутых отводов приведены в ГОСТ 17235-2001, ГОСТ 17235-83 и других документах, в том числе различных ведомственных ТУ.
Крутоизогнутые бесшовные отводы изготавливаются путем протяжки отрезка трубы через специальную форму. Такой метод позволяет получить отвод высокого качества. Отводы такого типа производятся как из углеродистой (типа сталь 20), так и из нержавеющей стали (типа 10Х18Н10Т). При этом отводы могут иметь радиус изгиба от одного Ду до полутора Ду (Ду — условный диаметр трубы), с углами 30º, 45º, 60º и 90º. Диаметр такого отвода может быть от 18 до 426 мм и он должен выдерживать давление до 16 МПа.

Штампосварных отводов
Штампосварные отводы изготавливаются из штампованных стальных листов с помощью сварки. Такой метод позволяет создавать отвод с толстой стенкой и диаметром до 1420 мм. Эти отводы используются в магистральных трубопроводах нефтегазовой промышленности. Материалом для таких отводов является конструкционная, нержавеющая или легированная стали. Нормативным документом в данном случае являются ведомственные ТУ (например, ТУ 102-988-95).

Секционных отводов
Сварные секционные отводы состоят из отдельных секторов труб, которые свариваются между собой. Такая конструкция более дешевая, но она является менее надежной. Обычно отводы данного типа используются в трубопроводах, работающих при низком (до 2,5 МПа) давлении и температуре не выше +425 градусов. Допустимый диаметр лежит в пределах от 108 до 1620 мм. Отводы такого типа выполняются из углеродистой или низколегированной стали и применяются в тепловых электростанциях.

Гнутых отводов
Гнутые отводы обычно используются в случае невозможности применения крутоизогнутых отводов. Отличие первых от вторых состоит в том, что вторые имеют гораздо больший радиус изгиба и прямолинейный участок. Гнутые отводы могут иметь радиус изгиба от 2 до 20 Ду, а угол изгиба 2º — 90º. Такие отводы делаются по ГОСТ 24950-81 и ТУ и могут применяться в трубопроводах с давлением до 100 МПа и температуре от -50 до +510 ºС.
Гнутые отводы могут гнуться в холодном или горячем состоянии на специальных трубогибочных станках. Наличие прямого участка в таких отводах увеличивает их вес, что является недостатком.

Сварка отводов
Сварка отводов с трубами — довольно ответственная операция. Выполнять ее должны сварщики высокой квалификации.
При этом могут применяться различные типы сварок – газовая сварка, ручная электродуговая (РДС), автоматическая под флюсом, в защитных газах и тому подобные.
При сваривании труб и отводов должны выполняться ряд требований, которые изложены в соответствующих инструкциях, например ВСН-006-89.
Перед сваркой надо проверить свариваемые поверхности отвода и трубы. Все обнаруженные наружные и внутренние дефекты должны быть устранены.
Необходимо контролировать смещение внутренних кромок. Например, при соединении элементов с равными диаметрами такое смещение не должно быть более 2 мм.
Центровка свариваемых изделий производится с помощью центраторов или вращателей.
При РДС, сварку первого корневого шва производят постоянным током. При этом в случае перерыва сварки в этом месте необходимо поддерживать температуру предварительного прогрева.
После сварки и шлифовки корня шва производится второй проход, который должен производиться по неостывшему корневому шву. Время между этими двумя процессами не должно превышать 5 минут.
Далее выполняются заполняющие швы и облицовочный шов. При этом необходимо обеспечивать температуру шва не ниже +5 ºС. Облицовочный шов должен перекрывать основной слой трубы на 2,5-5 мм иметь высоту на 1-3 мм больше уровня стенки трубы или отвода.
Для приварки отводов в производственных условиях используются различные приспособления и целые комплексы.
Наиболее распространенными являются вращатели труб. Принцип действия такого вращателя состоит в том, что элементы трубопровода зажимаются в специальных зажимах и вращаются вокруг своей оси. Благодаря этому облегчается и делается более качественной ручная сварка или осуществляется автоматическая сварка.
Особенностью сварки трубы с отводом является то, что система должна работать с учетом неравномерного распределения масс. Для решения этой проблемы во вращателе используются сервоприводы и специальные поддерживающие стойки с роликами.
Преимущества использования такого вращателя состоят в следующем:
- работа с трубами больших диаметров;
- благодаря автономному приводу возможность менять скорость вращения трубы;
- точная центровка свариваемых деталей. При этом в качестве центратора выступают сами зажимные ролики;
- возможность работать как с прямыми трубами, так и со сложными деталями труб (отводы, тройники, фланцы).

Сварка стальных отводов
Вращатель труб
В продаже имеется большое число моделей трубных вращателей производства Китая, Германии, России.
Например, средний трубный вращатель из серии U500 (Германия) предназначен для вращения свариваемых деталей труб на 360º. Он позволяет также наклонять заготовку, что полезно при сварке таких сложных деталей как отводы.
Этот агрегат имеет следующие характеристики:
- регулируемая скорость вращения заготовки – 0-130 см/мин;
- диаметр зажимаемых труб – 20-400 мм;
- момент наклона — до 7500 кг-см;
- грузоподъемность по вертикали – до 500 кг;
- вращающий момент роликов -2000 кг-см;
- потребляемая от сети мощность – 750 ВА.
Трубный вращатель U500 может быть укомплектован блоком управления полуавтоматической сваркой. При этом горелка крепится на суппорте, позволяющем перемещать горелку в необходимое место.
Благодаря блоку управления синхронизируется работа вращателя и сварочного агрегата:
- зажигание дуги;
- вращение заготовки;
- перекрытие шва.

- Для изменения направления транспортировки рабочей среды в трубопроводе используются стальные отводы.
- В зависимости от условий работы и технических требований трубопровода в нем могут использоваться отводы различных конструкций, изготовленные из разных марок стали.
- Сварка отводов с трубами в производственных условиях осуществляется с помощью трубных вращателей разных производителей.
